│╔╩ņĄ─ŲĘ┐ž¾wŽĄ ģóė^ÅVŲ¹▒Š╠’į÷│Ū╣żÅS
1
į÷│Ū╣żÅSĖ┼ørĮķĮB/ø_ē║▄ćķg
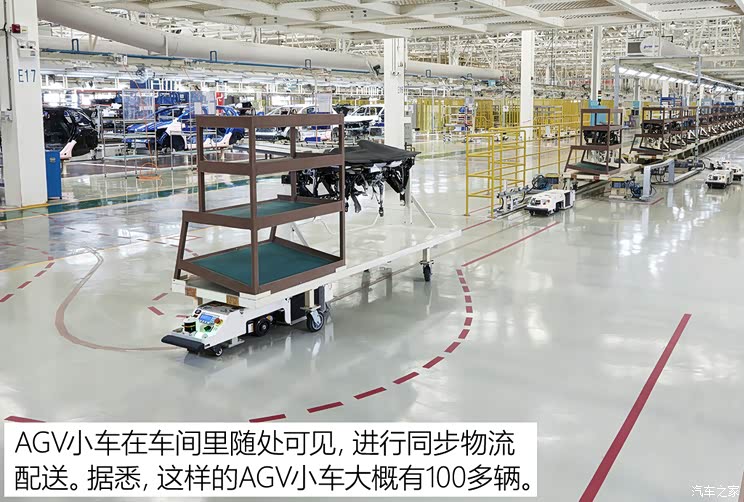
ĪĪĪĪ[Ų¹▄ćų«╝ę ╣żÅSĮę├ž] į┌Į±─Ļ▄ć╩ąš¹¾wĄ═├įĄ─ŪķørŽ┬Ż¼ę└╚╗ėąéĆäeŲĘ┼ŲīŹ¼F(xi©żn)─µ╩ąį÷ķL,Ż¼ŲõųąŠ═░³└©ÅVŲ¹▒Š╠’,Ż¼╦³Ū░╚²╝ŠČ╚õN┴┐│¼▀^57╚f▌vŻ¼═¼▒╚į÷ķL10.1%,ĪŻČ°į┌7į┬Ę▌,Ż¼ÅVŲ¹▒Š╠’Ė³╩ŪĖ▀š{(di©żo)ą¹▓╝«a(ch©Żn)õN═╗ŲŲ700╚f▌vŻĪĮ³╚š,Ż¼ÅVŲ¹▒Š╠’Ž“├Į¾wķ_Ę┼┴╦Ųõį┌į÷│ŪĄ─ā╔éĆ╣żÅS,Ż¼ŽŻ═¹Ž“┤¾╝ęš╣╩Šūį╝║ŲĘ┘|(zh©¼)╣▄┐žĘĮ├µĄ─╠ž╔½ĪŻąĶ꬚f├„Ą─╩Ū,Ż¼ė╔ė┌┤╦┤╬ģóė^▓╗į╩įS┼─šš,Ż¼╦∙ęį╬ęéāīóęį╬─ūų×ķų„╣┘łD×ķ▌o▀MąąĘųŽĒĪŻ─Ū├┤▀@ū∙ÅVŲ¹▒Š╠’Ą─╣żÅSęį╝░ŲĘ┘|(zh©¼)┐žųŲĘĮ├µĄĮĄūėą──ą®Ę©īÜ─ž,Ż┐╬ęéā±R╔ŽüĒ┐┤┐┤,ĪŻ

ĪĪĪĪ┤╦┤╬╬ęéāų„ę¬ģóė^Ą─╩ŪĄ┌╚²╣żÅSŻ¼╦³ė┌2015─Ļš²╩Į┬õ│╔,Ż¼╬╗ė┌ÅVų▌į÷│Ūą┬╠┴,Ż¼┼cĄ┌Č■╣żÅS═¼į┌ę╗éĆł@ģ^(q©▒)└’ĪŻĄ┌╚²╣żÅS═Č«a(ch©Żn)║¾,Ż¼│§Ų┌«a(ch©Żn)─▄×ķ12╚f▌v/─Ļ,Ż¼ų„ę¬│ąō·(d©Īn)’wČ╚Īó└_ųŪĄ╚▄ćą═Ą─╔·«a(ch©Żn),ĪŻī”ė┌ÅVŲ¹▒Š╠’Č°čį,Ż¼Ą┌╚²╣żÅS▓óĘŪ║åå╬Ą─«a(ch©Żn)─▄öU╚▌Ż¼╦³╩Ū╗∙ė┌Ī░Smart-SSCĪ▒Ż©Smart,Ż¼╝┤ųŪ╗█,Ż╗SSC╝┤SmallĪóSimple,ĪóCompact,Ż¼ąĪą═Īó║åŠÜ,ĪóŠo£ÉŻ®║╦ą─└Ē─ŅČ°┤“įņĄ─ę╗ū∙Ī░ųŪ╗█╣żÅSĪ▒,ĪŻ



ĪĪĪĪ─┐Ū░,Ż¼ÅVŲ¹▒Š╠’į┌ÅVų▌ōĒėą3ķgš¹▄ć╔·«a(ch©Żn)╣żÅSŻ¼│²┴╦Ą┌╚²╣żÅS,Ż¼┴Ē═Ōā╔ķg░³└©╬╗ė┌³SŲęĄ─Ą┌ę╗╣żÅS,Īóęį╝░═¼śė╬╗ė┌į÷│ŪĄ─Ą┌Č■╣żÅSŻ¼▀@╚²ķg╣żÅSĄ─┐é«a(ch©Żn)─▄┐╔▀_ĄĮ72╚f▌v/─Ļ,ĪŻė╔ė┌ÅVŲ¹▒Š╠’Ą─╩ął÷õN┴┐į÷ķLä▌Ņ^ĘŪ│Ż║├Ż¼╦∙ęį¼F(xi©żn)į┌╣żÅS═©▀^╠ßĖ▀└¹ė├┬╩Ą─▐kĘ©üĒØMūŃąĶŪ¾,ĪŻ
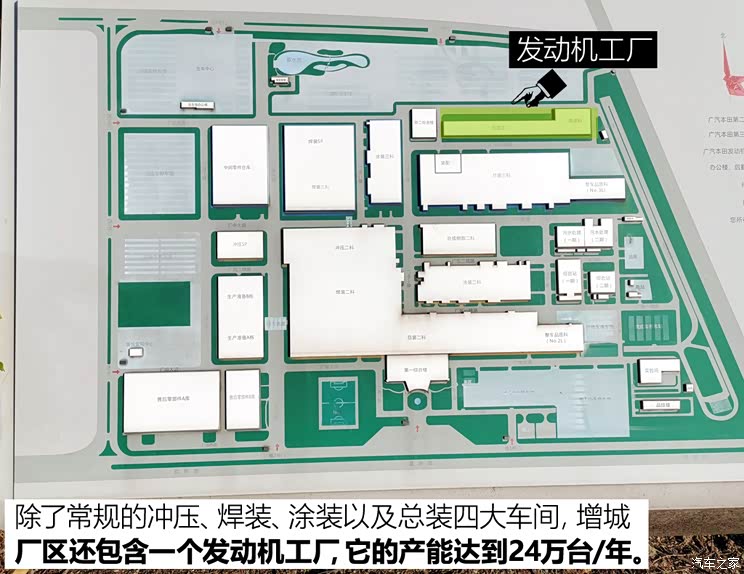
ĪĪĪĪ░l(f©Ī)äėÖC╣żÅS═¼śėė┌2015─Ļš²╩Į┬õ│╔,Ż¼š╝Ąž├µĘe┤¾Ė┼×ķ10248ŲĮĘĮ├ūŻ¼╦³ų„ę¬╔·«a(ch©Żn)1.5T£u▌åį÷ē║░l(f©Ī)äėÖC,Ż¼─Ļ«a(ch©Żn)─▄ūŅĖ▀┐╔▀_24╚f┼_/─Ļ,ĪŻė╔ė┌«a(ch©Żn)─▄▀Ć╬┤═Ļ╚½ßīĘ┼Ż¼╦∙ęį«ö(d©Īng)Ū░Ą─╔·«a(ch©Żn)╣Ø(ji©”)┼─×ķ├┐103├ļŽ┬ŠĆę╗┼_ą┬Ą─░l(f©Ī)äėÖC,ĪŻ

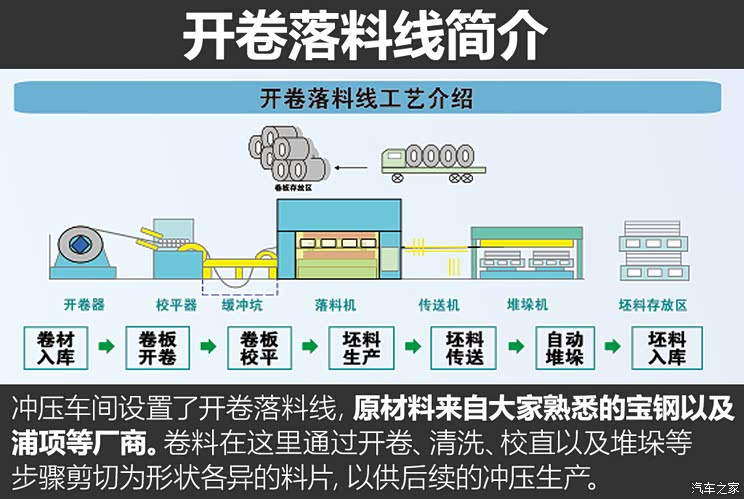
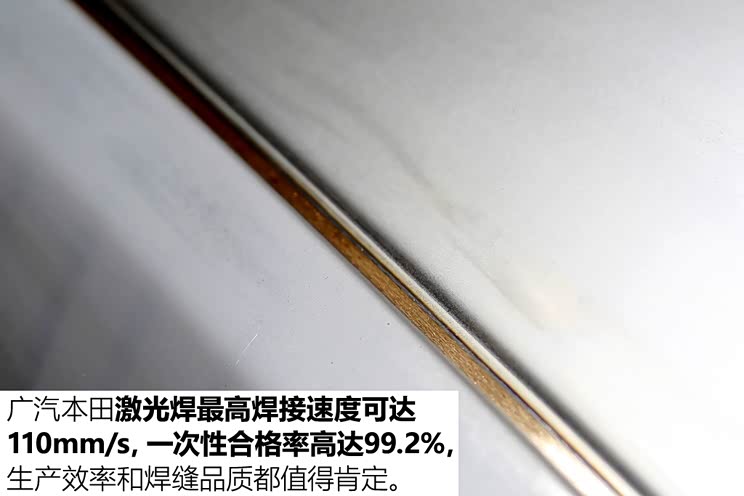
ĪĪĪĪø_ē║╩ŪŲ¹▄ćųŲįņ▀^│╠ųąĄ─²łŅ^╣żą“,Ż¼ø_ē║╝■Ą─┘|(zh©¼)┴┐ę▓ų▒Įėė░ĒæĄĮ║¾└m(x©┤)Ą─├┐ę╗Ą└╣żą“ĪŻ¼F(xi©żn)į┌ÅVŲ¹▒Š╠’į÷│Ū╣żÅSōĒėąę╗éĆø_ē║▄ćķg,Ż¼ę▓Š═╩Ūšf╦³Ą┌Č■╣żÅS║═Ą┌╚²╣żÅS╦∙ėą▄ćą═Ą─ø_ē║╝■Č╝│÷ūį═¼ę╗éĆø_ē║▄ćķg,ĪŻ▓╗═¼Ą─╩ŪŻ¼į┌Ą┌╚²╣żÅS═Č«a(ch©Żn)║¾,Ż¼▄ćķgą┬į÷┴╦ę╗Ślø_ē║ŠĆ,ĪŻ
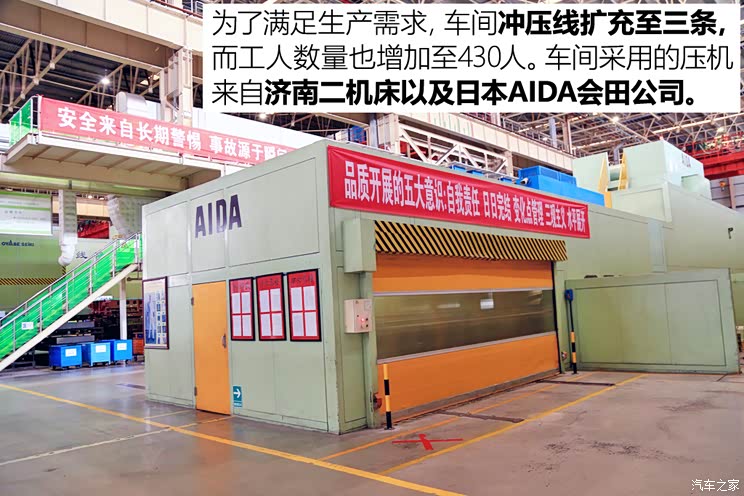
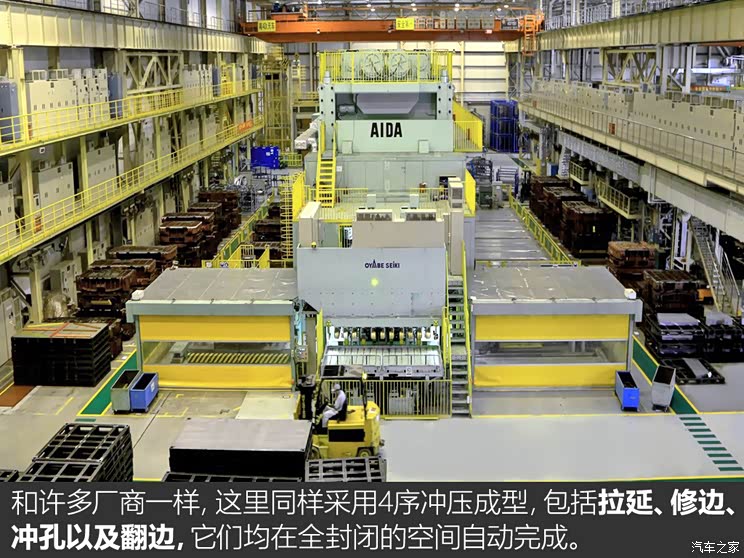
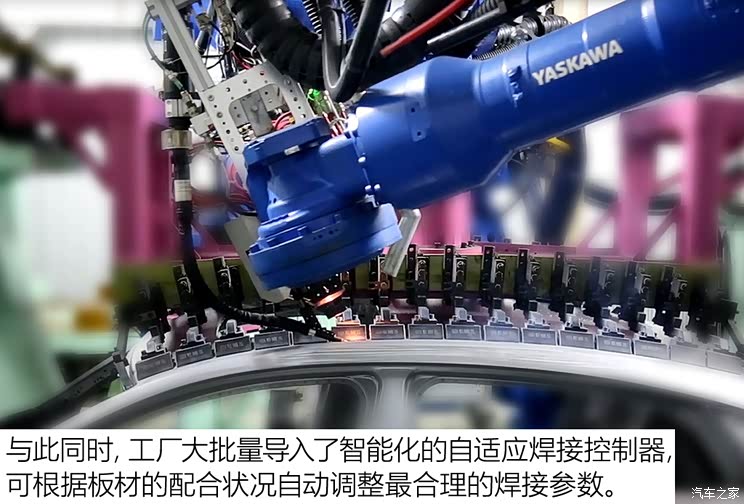
ĪĪĪĪŠ═╣żą“Č°čįŻ¼į÷│Ū╣żÅS┼cŲõ╦³ŲĘ┼ŲĄ─╣żÅS┤¾═¼ąĪ«É,ĪŻė╔ė┌łDŲ¼╦ž▓─ėąŽ▐,Ż¼╦³Ą─Š▀¾w╔·«a(ch©Żn)╣żą“╬ęéāŠ═▓╗ųę╗ĮķĮB┴╦Ż¼ų„ę¬üĒĘųŽĒėą╠ž╔½Ą─ĄžĘĮęį╝░ÅV▒Š╚ń║╬ī”┘|(zh©¼)┴┐▀Mąą░č┐ž,ĪŻš¹¾wüĒšf,Ż¼ÅVŲ¹▒Š╠’ø_ē║Łh(hu©ón)╣Ø(ji©”)ų„ę¬═©▀^ŲĘ┘|(zh©¼)╣▄└Ē║═įO(sh©©)éõĪó╣ż╦ćę²╚ļ╚²éĆĘĮ├µ,Ż¼īŹ¼F(xi©żn)ī”ø_ē║┘|(zh©¼)┴┐Ą─▒ŻūC,ĪŻ


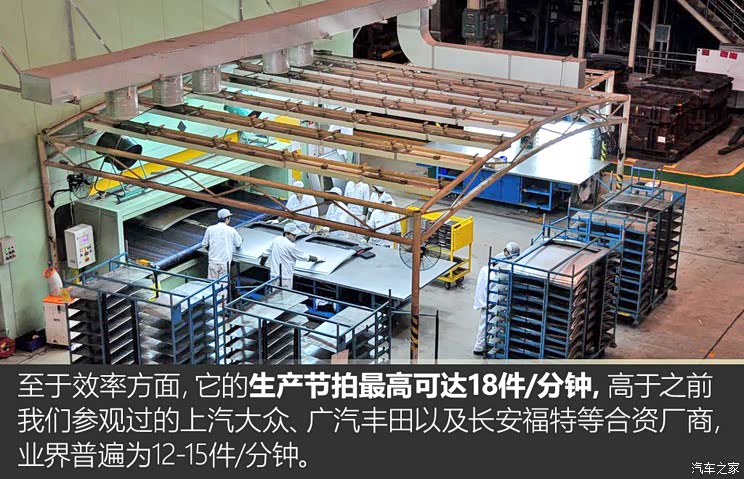
ĪĪĪĪī”ė┌Š½Č╚╣▄└ĒŻ¼ÅVŲ¹▒Š╠’ø_ē║▄ćķg├┐─ĻĢ■ųŲČ©ę╗éĆ─ĻČ╚£y┴┐ėŗäØ,Ż¼Ė∙ō■(j©┤)▓╗═¼┴Ń▓┐╝■Ą─ąĶŪ¾,Ż¼▀Mąą─źŠ▀ĪóįO(sh©©)éõĄ─▒O(ji©Īn)£y,Īó▒ŻB(y©Żng)Ą╚╣▄└Ē,Ż¼▒ŻūCįO(sh©©)éõ║═įO(sh©©)éõģóöĄ(sh©┤)Ą─ĘĆ(w©¦n)Č©ąįĪŻį┌ÅV▒ŠĄ─ŲĘ┘|(zh©¼)╣▄└Ēš▄īW(xu©”)└’,Ż¼╚╬║╬ŲĘ┘|(zh©¼)Ą─╣▄└Ē,Ż¼Č╝╩Ūę╗ĘN▒µūC╦╝┬Ę,Ż¼ø_ē║ūŅųžę¬Ą─╩ŪĘĆ(w©¦n)Č©ąįĪŻ

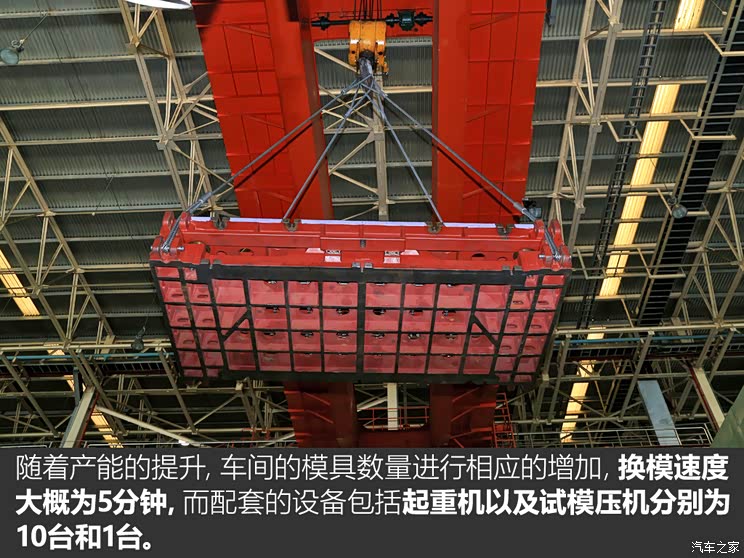
ĪĪĪĪĪ░Smart-SSCĪ▒Ą─║╦ą─└Ē─Ņ╩Ū╠ßĖ▀╣żÅSĄ─└¹ė├┬╩,Ż¼▀@į┌▄ćķgŠ═─▄Ą├ĄĮ│õĘų¾w¼F(xi©żn),ĪŻø_ē║▄ćķg┼õėąć°ā╚(n©©i)╩ūäō(chu©żng)Ą─é╚(c©©)ć·ūįäėčbŽõ▌ö╦═ŽĄĮy(t©»ng)Ż¼▓╔ė├┐šųą┴ó¾wé}ā”ĘĮ╩Į,Ż¼▓óūįäė▌ö╦═ų┴║Ėčb▄ćķg,Ż¼│╔╣”īŹ¼F(xi©żn)┴╦Ė▀ą¦┬╩║═├µĘeš╝ė├ūŅąĪ╗»Ą─ą¦╣¹ĪŻ
2
║Ėčb▄ćķg║══┐čb▄ćķgĄ─┴┴³c

ĪĪĪĪė╔ė┌ĢrķgĻP(gu©Īn)ŽĄ,Ż¼▀@┤╬╬ęéāģóė^Ą─╩ŪĄ┌Č■╣żÅSĄ─║Ėčb▄ćķg,ĪŻ╦³š╝Ąž├µĘe╝s×ķ23424ŲĮĘĮ├ūŻ¼┼cäé▓┼ĮķĮBĄ─ø_ē║▄ćķgŽÓÓÅ,Ż¼┤_▒Żø_ē║╝■Ą─▌ö╦═ą¦┬╩,ĪŻō■(j©┤)ĮķĮBŻ¼ė╔ė┌▓╔ė├Ė▀╚ßąį╔·«a(ch©Żn)ŽĄĮy(t©»ng),Ż¼║Ėčb▄ćķgūŅČÓ┐╔īŹ¼F(xi©żn)7┐Ņ▄ćą═╣▓ŠĆ╔·«a(ch©Żn),ĪŻ

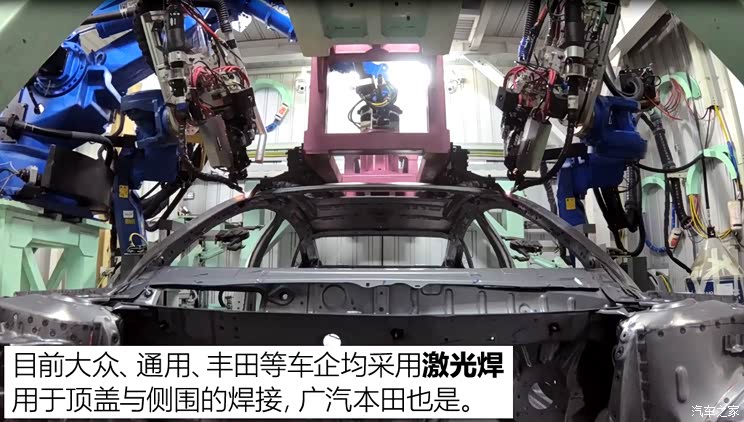
ĪĪĪĪĒö╔w╝ż╣Ō║Ė┐p╩Ū▄ć╔Ē═Ōė^’@ų°╬╗ų├Ż¼ī”═Ōė^Ą─ŲĮš¹ėąĖ▀ę¬Ū¾,ĪŻ╝ż╣Ō║Ė╦┘Č╚įĮ┐ņ,Ż¼╚█│ž┴„äėĄ─┐žųŲļyČ╚įĮ┤¾Ż¼║Ė┐pŲĘ┘|(zh©¼)Ą─▒ŻūCĘŪ│Ż└¦ļy,ĪŻ├µī”▀@ĘNŪķør,Ż¼ÅVŲ¹▒Š╠’└¹ė├┴╦Ī░║¾░l(f©Ī)ųŲ╚╦Ī▒Ą─ā×(y©Łu)ä▌Ż¼ŠC║ŽĖ„éĆŲ¹▄ćÅSĄ─ā×(y©Łu)³c▓óĮY(ji©”)║Žūį╝║Ą─īŹļHŪķør,Ż¼īŹ¼F(xi©żn)┴╦Ė▀╦┘Ēö╔w╝ż╣ŌŌF║Ė╣ż╦ć,ĪŻ
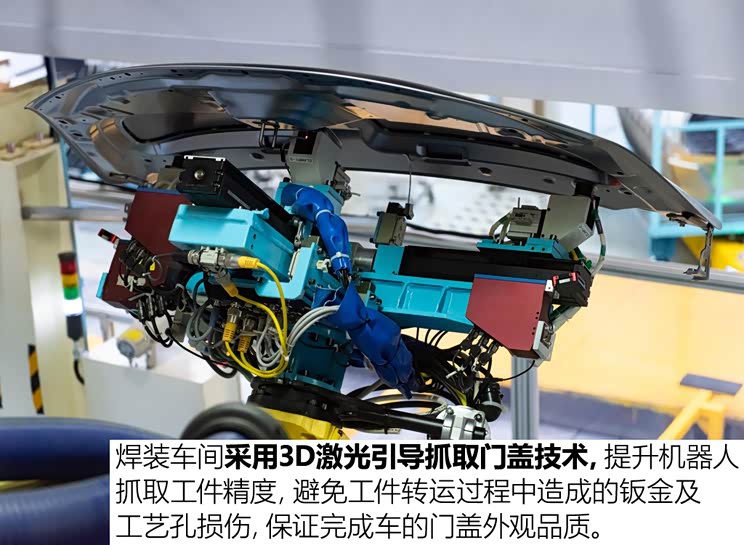
ĪĪĪĪūį▀mæ¬(y©®ng)║ĖĮė┐žųŲŲ„┤_▒Ż┴╦║ĖĮėŲĘ┘|(zh©¼)Ż¼į÷ÅŖ┴╦║ĖĮėą¦╣¹Ą─┐╔┐┐ąį║═ĘĆ(w©¦n)Č©ąį,Ż╗═¼Ģr,Ż¼├┐ę╗Ņw║Ė³cČ╝╩ŪČ©ųŲĄ─Ż¼ūŅ┤¾│╠Č╚Ąž┤_▒Ż▄ć╔Ē║ĖĮėĄ─ŲĘ┘|(zh©¼),ĪŻ┴Ē═Ō,Ż¼▄ćķg▀Ćī¦(d©Żo)╚ļ┴╦║ĖĮė┬ō(li©ón)ŠW(w©Żng)▒O(ji©Īn)┐žŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)ī”├┐éĆ║Ė³cĄ─║ĖĮėŪķør▀Mąą▒O(ji©Īn)┐ž┼cūĘ╦▌,ĪŻ

ĪĪĪĪSmart-GW▓╔ė├RBūź╚Ī▌p┴┐╗»ŖAŠ▀,Ż¼Ēö┼±Īóū¾/ėęé╚(c©©)ć·═©▀^ę╗┤╬Č©╬╗║ĖĮė│╔░ū▄ć╔Ē,Ż¼╩Ū▒Š╠’ūŅŽ╚▀MĄ─▄ć╔Ē┐éŲ┤ŽĄĮy(t©»ng),Ż¼Š▀ėąŠ½Č╚Ė▀Īóą¦┬╩Ė▀Īó┐╔┐┐ąįÅŖĄ╚╠ž³c,ĪŻ┼c▀^═∙Ą─┐éŲ┤ŽĄĮy(t©»ng)ŽÓ▒╚,Ż¼š╝Ąž├µĘe╣Ø(ji©”)╝s1/3Ż¼▄ćą═ŪąōQīŹ¼F(xi©żn)100%ūįäė╗»,ĪŻ

ĪĪĪĪ═┐čb▄ćķgĄ─╚╬äš(w©┤)Š═╩Ūīó║Ėčb▄ćķg═Ļ│╔Ą─░ū▄ć╔Ē═┐╔Žę╗īėīėŲß,Ż¼│²┴╦╝ėÅŖ▄ć╔ĒĘ└õPŻ¼ų„ę¬╩Ūūī▄ć╔Ē┐┤ŲüĒĖ³╝ė├└ė^,ĪŻ═┐čbĄ─▀^│╠ę╗░ŃąĶę¬Įø(j©®ng)▀^ŪÕŽ┤,ĪóļŖėŠĪó╔½Ųß,ĪóŪÕŲߥ╚▓Į¾E,ĪŻį┌Ą┌╚²╣żÅS═Č«a(ch©Żn)║¾Ż¼ÅVŲ¹▒Š╠’═┐čb▄ćķg═©▀^ę²╚ļ┴╦Ė³Ž╚▀MĄ─įO(sh©©)éõ║═╣ż╦ć,ĪŻ



ĪĪĪĪÖCŲ„╚╦ūįäė═┐─z┴„┴┐╩▄£žČ╚Īó═┐┴Žš│Č╚ė░ĒæąĪ,Ż¼ŽÓ▒╚╚╦╣ż═┐─zą¦┬╩Ė³Ė▀,Īó┘|(zh©¼)┴┐Ė³Š½╝Ü(x©¼)Ż╗Ūę├┐┼_ÖCŲ„╚╦Č╝┼õéõ┴╦ššŽÓČ©╬╗ŽĄĮy(t©»ng),Ż¼ė├üĒÄ═ų·ÖCŲ„╚╦£╩(zh©│n)┤_ūRäe│÷▄ć╔ĒĄ─╬╗ų├,ĪŻŲõ╦³╣ż╦ć┴┴³cĘĮ├µŻ¼ÅVŲ¹▒Š╠’▓╔ė├ļŖėŠŅA(y©┤)¤ßĀt,Ż¼═©▀^ŅA(y©┤)¤ß┤¾Ę∙Č╚£p╔┘Ą╬╦«,Ż¼ŅA(y©┤)¤ßČ╦ķLŻ¼įO(sh©©)ų├£žČ╚Ė▀,ĪŻ
3
┐éčb▄ćķg/Öz£y/░l(f©Ī)äėÖC╣żÅS

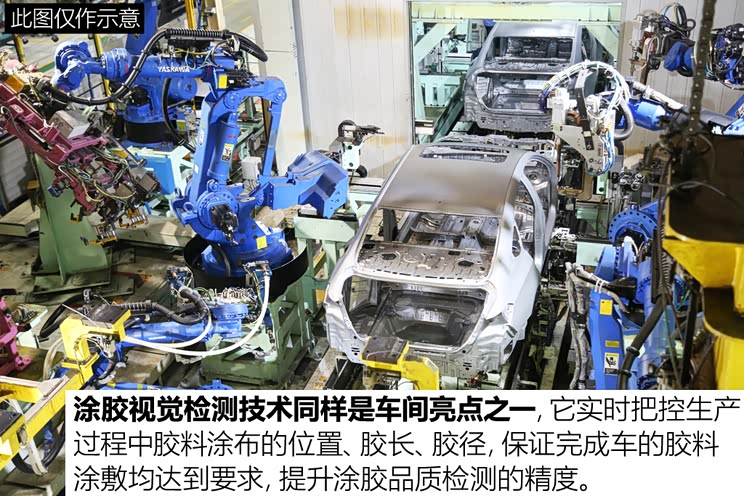
ĪĪĪĪĮėŽ┬üĒüĒĄĮ┐éčb▄ćķg,Ż¼╦³ų„ę¬═©▀^įO(sh©©)éõĄ─ūįäė╗»║═ą┼Žó╗»╠ß╔²┴╦ū„śI(y©©)ą¦┬╩║═Š½Č╚ĪŻį┌ŲĘ┘|(zh©¼)╣▄└ĒĘĮ├µ,Ż¼╦³ÅŖš{(di©żo)ęį╚╦×ķ▒Š,Ż¼╩ūŽ╚┐éčb▄ćķgŽÓ▒╚Ųõ╦³▄ćķgŻ¼ąĶę¬╚╦╣ż▓┘ū„Ą─╣żą“ūŅČÓ,Ż╗Ųõ┤╬,Ż¼ÖCŲ„¤ošōį┘Ž╚▀MŻ¼ūŅ║¾┐žųŲ╗“š▀ł╠(zh©¬)ąąĄ─Č╝╩Ū╚╦,ĪŻ┴Ē═Ō,Ż¼▒╚Ų┘|(zh©¼)ÖzŻ¼▄ćķgī”ļ[╗╝Ą─Ę└ų╣Ė³×ķųžęĢ,ĪŻŠ▀¾wüĒšf,Ż¼ÅVŲ¹▒Š╠’┐éčb▄ćķgį┌ÄūéĆ╣ż╦ć╔Žų°ųžŽ┬╣”Ę“ĪŻ

ĪĪĪĪSPS Ż©┼_╠ū┼õ╦═Ż®╬’┴„─Ż╩Į╝┤═©▀^╬’┴Ž▄ć╝»┼õ║├1┼_Ę▌Ą─ŽÓĻP(gu©Īn)┴Ń╝■,Ż¼ļS▄ćę╗ŲęŲäė,Ż╗═¼Ģr└¹ė├ŽĄĮy(t©»ng)/ŽÓĻP(gu©Īn)ė▓╝■▒O(ji©Īn)┐ž╣▄└Ē,Ż¼┤_▒Ż┴Ń▓┐╝■╣®æ¬(y©®ng)Š½£╩(zh©│n)╗»ĪŻī”ė┌╩╣ė├Ą─čb┼õąį▌o▓─,Ż¼╠žäe╩Ūųžę¬▌o▓─,Ż¼╚ńųŲäėę║Ż¼ąĶę¬ī”├┐┼·┤╬▀MąąÅSā╚(n©©i)Ęą³cÖz£y,Ż¼▒ŻūCüĒ╝■Ą─ŲĘ┘|(zh©¼),ĪŻ
ĪĪĪĪ│²┴╦į┌ø_ē║Īó║Ėčb,Īó═┐čb║═┐éčb╦─┤¾╣ż╦ć▒ŻūCŲĘ┘|(zh©¼),Ż¼ÅVŲ¹▒Š╠’į÷│Ū╣żÅS▀Ć┼õéõ┴╦ČÓĒŚÖz£yįO(sh©©)éõŻ¼┤_▒ŻŽ┬ŠĆ▄ć▌v100%═©▀^Öz£yŠĆ,Ż¼┤_▒Ż│÷ÅS▄ć▌vØMūŃĖ„ĒŚś╦(bi©Īo)£╩(zh©│n),ĪŻļSų°▓╗öÓĖ─▀M║══Ļ╔ŲŻ¼─┐Ū░ÅVŲ¹▒Š╠’śŗ(g©░u)Į©┴╦ę╗š¹╠ū╗∙ė┌┐═æ¶┴ół÷Ą─įuār¾wŽĄ,Ż¼├┐ę╗▌v│÷ÅSĄ─▄ć,Ż¼Č╝▒žĒÜĮė╩▄233éĆ╝Ü(x©¼)ĘųĒŚ─┐Ą─įuārĪŻ

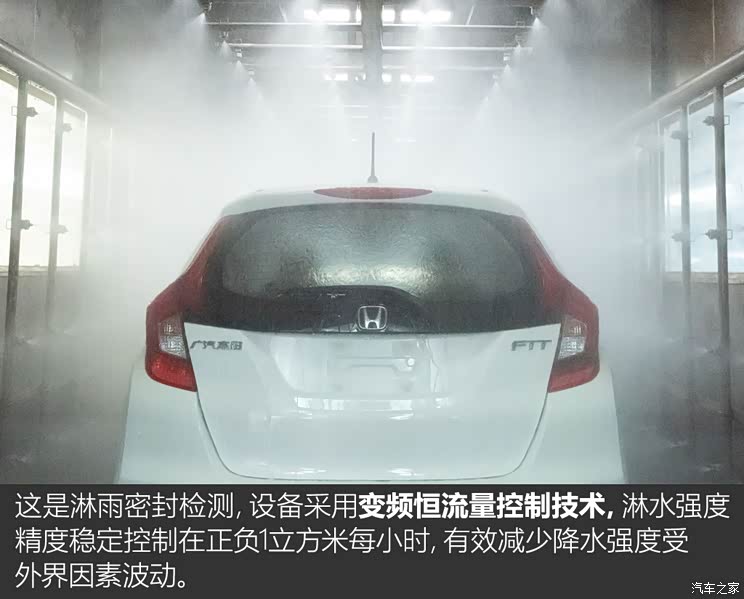
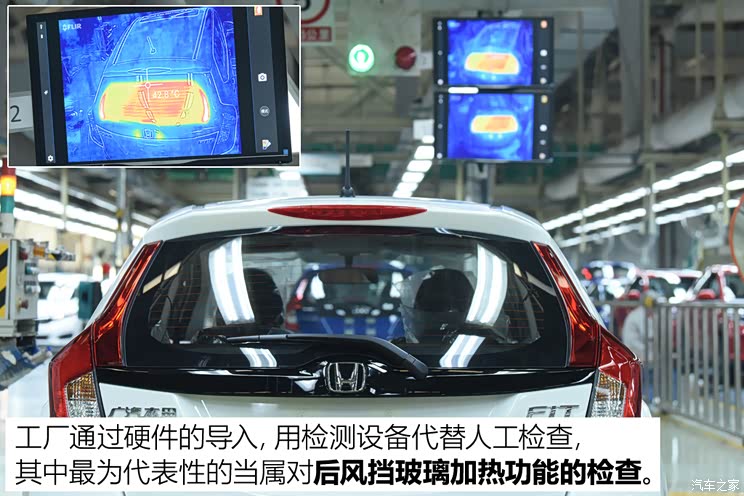
ĪĪĪĪī”║¾ō§’L(f©źng)▓Ż┴¦╝ė¤ß╣”─▄Ą─Öz▓ķ,Ż¼ÅVŲ¹▒Š╠’ūįų„įO(sh©©)ėŗī¦(d©Żo)╚ļ¤ß│╔Ž±Öz▓ķčbų├,Ż¼═©▀^£žČ╚é„ĖąŲ„Æ▀├Ķ║¾ō§’L(f©źng)▓Ż┴¦Ż¼╔·│╔£žČ╚Ęų▓╝łD,Ż¼ęį┤╦Öz▓ķ╚╦╣żļyęįÖz│÷Ą─╝Ü(x©¼)╬ó╚▒Ž▌,Ż¼▀@ī┘ė┌ąąśI(y©©)╩ūäō(chu©żng)ĪŻ│²┴╦╔ŽĘĮ╠ߥĮĄ─Öz£yĒŚ─┐,Ż¼▄ć▌v▀ĆĢ■▀MąąABSÖz£y,ĪóĖ¶ę¶Ę┐ÖC─▄Öz▓ķęį╝░─ŻöM▓╗═¼Ą└┬ĘĄ─įć▄ć┼▄Ą└╔Ž═Ļ│╔Ųõ╦³ĒŚ─┐Ą─Öz£yĪŻ

ĪĪĪĪ░l(f©Ī)äėÖC╩ŪŲ¹▄ć╝╝ąg(sh©┤)ūŅ├▄╝»Ą─ĻP(gu©Īn)µI▓┐╝■,Ż¼į┌░l(f©Ī)äėÖC╝ė╣ż║═čb┼õ▀^│╠ųą,Ż¼ė╔ė┌┴Ń╝■Ą─ČÓśėąįĪó╣ż╦ćĄ─Ę▒¼Źąį,Ż¼Ų¹▄ć░l(f©Ī)äėÖCĄ─ÖC╝ė╣ż║═čb┼õ╣ż╦ćŠ═’@Ą├ė╚×ķųžę¬,ĪŻį┌┤╦┤╬ģóė^╗ŅäėųąŻ¼╬ęéāī”ÅVŲ¹▒Š╠’ūŅą┬Ą─░l(f©Ī)äėÖC╣żÅSę▓▀Mąą┴╦║åČ╠Ą─┴╦ĮŌ,ĪŻ


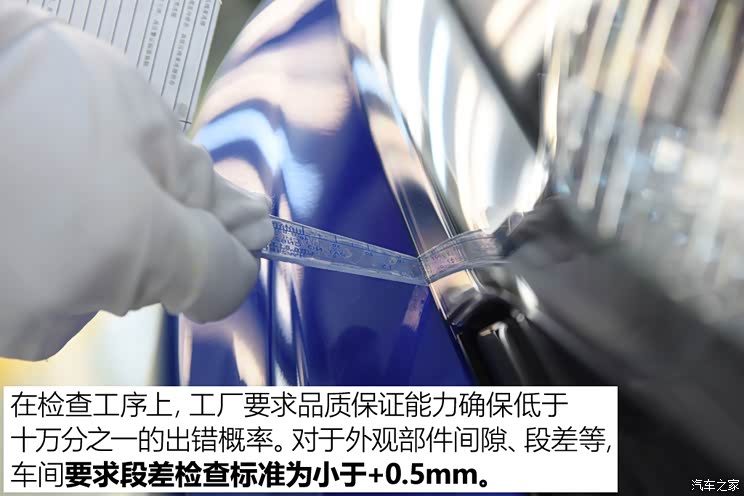
ĪĪĪĪQ-DAS┘|(zh©¼)┴┐╣▄└ĒŽĄĮy(t©»ng)į┌ŠĆ£y┴┐įO(sh©©)éõĢ■ī”Ėū¾wŪ·▌S┐ūÅĮ▀Mąą╚½öĄ(sh©┤)£y┴┐,Ż¼īŹĢr’@╩ŠĮY(ji©”)╣¹ĪŻ╚ń╣¹│÷¼F(xi©żn)│¼▓Ņ,Ż¼įO(sh©©)éõŠ═Ģ■ł¾Š»╠ß╩Š,ĪŻ═¼Ģr▀@ą®£y┴┐öĄ(sh©┤)ō■(j©┤)═¼▓Įé„╦═ĄĮŽĄĮy(t©»ng)▀Mąą╣żą“ĘĆ(w©¦n)Č©ąįĘų╬÷įuārĪŻ«ö(d©Īng)Š½Č╚┌ģä▌│÷¼F(xi©żn)Ų½ļxŻ¼ŽĄĮy(t©»ng)Š═░l(f©Ī)│÷Š»Ėµ,Ż¼ę¬Ū¾š{(di©żo)š¹╝ė╣żģóöĄ(sh©┤),Ż¼┤_▒Ż╣żą“ŲĘ┘|(zh©¼)ĘĆ(w©¦n)Č©ĪŻ

ĪĪĪĪMESļŖūėą┼ŽóŽĄĮy(t©»ng)ę▓Įą╔·«a(ch©Żn)ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng),Ż¼╩Ūę╗éĆųŪ─▄ųŲįņŽĄĮy(t©»ng),Ż¼┐╔ęįī”░l(f©Ī)äėÖCčb┼õ╚½▀^│╠Ą─ą┼Žó▀Mąą╣▄└ĒŻ¼ūīÅVŲ¹▒Š╠’īŹ¼F(xi©żn)┴╦░l(f©Ī)äėÖCš¹éĆųŲįņ▀^│╠¤o└õįć,Īó¤o¤ßįć,Īó¤oųąķgÄņ┤µĪŻįōŽĄĮy(t©»ng)æ¬(y©®ng)ė├┴╦ųŪ─▄ąŠŲ¼╝╝ąg(sh©┤),ĪŻ╝┤į┌├┐ę╗┼_░l(f©Ī)äėÖCĖū¾w▀M╚ļų„čb┼õŠĆĢr,Ż¼įO(sh©©)éõĢ■Įo═ą▒PŽ┬├µĄ─ųŪ─▄ąŠŲ¼īæ╚ļ╔ĒĘ▌ą┼ŽóŻ¼į┌ļS║¾Ą─Ė„éĆčb┼õŹÅ╬╗Ģ■┼cąŠŲ¼▀Mąąą┼ŽóĮ╗╗ź,Ż¼īŹ¼F(xi©żn)čb┼õ┴Ń╝■£╩(zh©│n)┤_¤oš`║═┐╔ūĘ╦▌,ĪŻ
╚½╬─┐éĮY(ji©”)Ż║
ĪĪĪĪ═©▀^ę╗╠ņĄ─ģóė^║═¾w“ׯ¼ÅVŲ¹▒Š╠’╣żÅSĮo╬ęĄ─š¹¾wĖą╩▄Š═╩ŪĪ░į·īŹĪ▒,ĪŻūį1998─Ļ│╔┴óęįüĒ,Ż¼═©▀^ĮĶĶb╚š▒Š▒Š╠’┘|(zh©¼)┴┐╣▄└Ē¾wŽĄųąŽ╚▀MĄ─╣▄└ĒĮø(j©®ng)“ׯ¼▓óĮY(ji©”)║Žūį╝║Ą─╔·«a(ch©Żn)īŹļHŪķør,Ż¼ÅVŲ¹▒Š╠’įńįńĮ©┴óŲ┴╦ę╗╠ūŠ▀ėąūį╔Ē╠ž╔½Ą─┘|(zh©¼)┴┐╣▄└Ē¾wŽĄ,Ż¼░³└©┬╩Ž╚░č┘|(zh©¼)┴┐▒ŻūC╗Ņäėčė╔ņĄĮ╣®æ¬(y©®ng)µ£Ą─Ų¾śI(y©©),ĪŻ┴Ē═Ō,Ż¼═©▀^Ī░įO(sh©©)éõ+╚╦Ī▒ļpųž▒ŻūC┘|(zh©¼)┴┐Ż¼Ę└╗╝ė┌╬┤╚╗,ĪŻ│²┴╦╔·«a(ch©Żn)įO(sh©©)éõ║═╝╝ąg(sh©┤),Ż¼┴Ēę╗ĮMöĄ(sh©┤)ō■(j©┤)ę▓ųĄĄ├ę╗╠߯¼─ŪŠ═╩ŪåT╣żī”ÅVŲ¹▒Š╠’Ą─ØMęŌČ╚ę▓ų─Ļį÷╝ė,ĪŻį┌╣żÅSā╚(n©©i),Ż¼╬ęéā░l(f©Ī)¼F(xi©żn)įSČÓ╣ż╚╦Č╝į┌╣żÅSęčĮø(j©®ng)ū÷┴╦║▄ČÓ─Ļ┴╦Ż¼╦¹éā▓┼╩ŪÅVŲ¹▒Š╠’ūŅ┤¾Ą─žöĖ╗║═┘|(zh©¼)┴┐▒ŻūCĄ─ą┼ą─üĒį┤,ĪŻŻ©╬─/Ų¹▄ćų«╝ę ĻÉ║Żé“ łDŲ¼Š∙ė╔╣┘ĘĮ╠ß╣®Ż®
╬─š┬ś╦(bi©Īo)║ׯ║
╣żÅSĮę├ž
╩š▓ž
+1
┘Ø
+1
▓╚
═Ų╦]ķåūx


ūŅą┬╬─š┬
 ╝ė▌dųą
╝ė▌dųą
![ą┬Ū░─ś║▄║├┐┤ ▒Š╠’ą┬┐Ņč┼ķw▒Ż─Ę╝ē┘Å┘I═Ų╦]](https://www2.autoimg.cn/chejiahaodfs/g28/M02/5B/5C/160x90_0_autohomecar__CjIFVGgQZ52AWKYEAAMFpRuC0W830.jpeg)




║├įu└Ēė╔Ż║
▓Ņįu└Ēė╔Ż║