¢|’Lč®ĶF²łC5šQ╔·ėøŻ©╚²Ż®įL░l(f©Ī)äėÖC╣żÅS
Ī± Ū·▌S╝ė╣żŠĆ


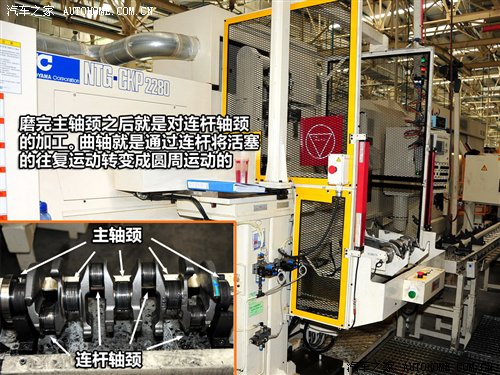
ĪĪĪĪĮėŽ┬üĒģóė^Ą─╩ŪŪ·▌SŠĆ,Ż¼▀@Śl╔·«a(ch©Żn)ŠĆ╩Ūīó├½┼„╝ė╣ż│╔─▄ų▒Įėčb┼õĄ─Ū·▌S,ĪŻ║═ų«Ū░Ą─═╣▌å▌SŠĆę╗śė,Ż¼╗∙▒ŠĄ─╝ė╣ż▀^│╠×ķī”▌SŅiŻ©ų„▌SŅi║═▀BŚU▌SŅiŻ®Ą─┤ų╝ė╣żĪó┤Ń╗,ĪóŠ½╝ė╣żĄ╚▓Į¾E,ĪŻ═Ļ│╔╦∙ėą╣żą“ų«║¾Įø(j©®ng)▀^ūŅ║¾Ą─Öz£yĪó┐╠┤a,ĪŻ╚╗║¾▀\╦═ĄĮčb┼õŠĆ╔Ž,ĪŻ


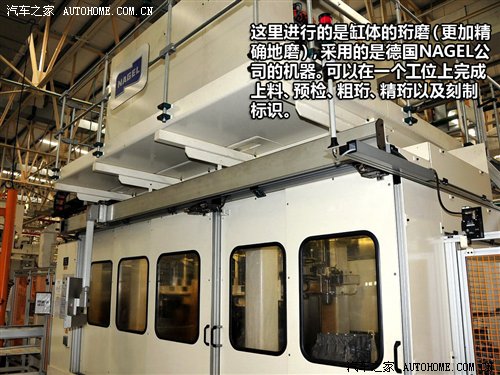
ĪĪĪĪųĄĄ├ĮķĮBĄ─╩Ū,Ż¼▀@ŚlŠĆ╣ż╦ćŽ╚▀MĄ─ĄžĘĮĄ┌ę╗╩Ū▓╔ė├┴╦Ī░▄ć▄ć└ŁĪ▒║═Ī░Ė▀╦┘═ŌŃŖĪ▒ā╔éĆ▓Į¾E═Ļ│╔╗∙▒Š╦∙ėą┤ų╝ė╣żĄ─ā╚(n©©i)╚▌,Ż¼╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩ĪŻō■(j©┤)╣ż│╠Ĥ├Ķ╩÷,Ż¼▀@ā╔┼_įO(sh©©)éõ─▄ē“ŽÓ«öė┌ŲĮ╚šŲš═©Ą─╦─╬Õ┼_įO(sh©©)éõĄ─╝ė╣żā╚(n©©i)╚▌,ĪŻ

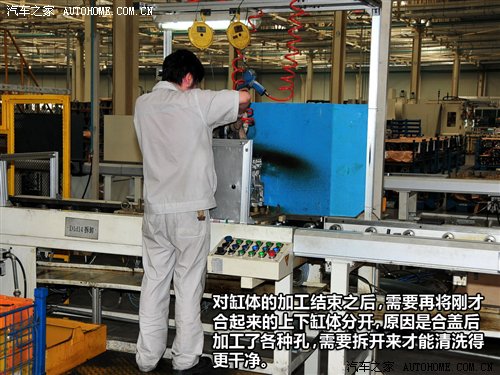
ĪĪĪĪĄ┌Č■éĆ╩ŪŽÓī”ė┌Ųõ╦¹╣żÅS╔·«a(ch©Żn)ŠĆŻ¼ėąę╗éĆ┘|(zh©¼)┴┐ųąą─┐ūĄ─┼ąöÓ,Ż¼Ųõ╦¹╣żÅS┐╔─▄▓╔ė├Ą─╩ŪÄū║╬ųąą─┐ūüĒČ©╬╗,ĪŻČ°┘|(zh©¼)┴┐ųąą─┐ūĄ─║├╠Ä╩Ū╚ń╣¹Ū░├µ├½┼„Ą─ŲĮ║Ō┴┐Īó├½┼„Ą─ĘĆ(w©¦n)Č©ąį╚ń╣¹▓╗╩Ū║▄║├,Ż¼┤“┘|(zh©¼)┴┐ųąą─┐ūī”║¾├µĄ─╝ė╣ż║═ī”╦∙ėą╝ė╣żįO(sh©©)éõĄ─ŖAŠ▀Č╝ėą▒Żūoū„ė├,ĪŻ
Ī± Ėū¾w╝ė╣żŠĆ
ĪĪĪĪį┌ŽÕĘ«Č■░l(f©Ī)äėÖCÅS╝ė╣żĄ─╩Ū¢|’Lč®ĶF²łC5Ą─2.0LĪó2.3Lā╔ĘN░l(f©Ī)äėÖCĄ─Ėū¾w,Ż¼ė╔ė┌Ėū¾w╩Ū░l(f©Ī)äėÖCĄ─╗∙ĄA(ch©│),Ż¼║▄ČÓ┴Ń▓┐╝■Č╝╩Ū╗∙ė┌Ėū¾wčb┼õĄ─Ż¼╦∙ęįī”ė┌Ėū¾wĄ─╝ė╣żų„ę¬╝»ųąį┌┐ūŽČ,Īó├µ,ĪóĖū┐ūĄ─╝ė╣żĪŻ


Ī║╔ŽĖū¾wŻ©ū¾Ż®ĪóŽ┬Ėū¾wŻ©ė꯮┤µĘ┼ģ^(q©▒)Ī╗
ĪĪĪĪĖū¾wĘų×ķ╔ŽĖū¾w║═Ž┬Ėū¾wŻ©ų„▌S│ą╔wŻ®ā╔éĆ▓┐Ęų,Ż¼Ėū¾w╔ŽŠĆ║¾Ęųäeī”╔Ž/Ž┬Ėū¾w▀Mąą┤ų╝ė╣ż,ĪŻ▀@└’▓╔ė├Ą─╩Ū┐Ų¼ö?sh©┤)─Ė▀╦┘╝ė╣żųąą─Ż¼▀@ĘN╝ė╣żųąą─Ą─ŪąŽ„╦┘Č╚▀_ĄĮā╔╚f▐D(zhu©Żn)ęį╔Ž,Ż¼┐╔ęį½@Ą├ĘŪ│ŻĖ▀Ą─ŪąŽ„Ą─ą¦┬╩,ĪŻō■(j©┤)ļS═¼╣ż│╠ĤĮķĮBŻ¼įōįO(sh©©)éõ┐╔ęį▒ŻūC┐ūÅĮĄ─ąą╬╗╣½▓Ņ▀_ĄĮ0.001mmĄ─╦«ŲĮ,ĪŻ




ĪĪĪĪį┌Ęųäeī”╔ŽĖū¾w║═Ž┬Ėū¾w┤ų╝ė╣ż▀^║¾,Ż¼Š═╩Ūīó╔ŽŽ┬Ėū¾w║ŽŲüĒŻ¼ĘQų«×ķ║Ž╔w,ĪŻ

Ī║╬ęéā┐╔ęį┐┤ĄĮ▀@Śl┴„╦«ŠĆ═Ļ╚½▓╔ė├▄ēĄ└▀\╦═,Ż¼£p╔┘░ß▀\Ī╗
ĪĪĪĪųĄĄ├ę╗╠ߥ─╩Ū╣żÅSĄ─Ėū┐ūĄ─ń±─źę²▀MĄ─Ą┬ć°Ą─╚½ūįäėŠĆĖū┐ūń±─źÖCŻ¼▀@┼_įO(sh©©)éõ┐╔ęį╬ÕéĆ▀^│╠į┌ę╗┼_ÖCŲ„╔Ž═Ļ│╔,Ż¼Ųõųą░³└©╔Ž┴Ž,ĪóŅAÖzĪó┤ųń±,ĪóŠ½ń±ęį╝░ūŅ║¾ę╗éĆ┐╠ųŲ,Ż¼įōįO(sh©©)éõūįąąūRäeõō¾wįŁ┴Ž╩Ū▓╗╩Ū║ŽĖ±Ż¼╚╗║¾▀Mąą╝ė╣ż,Ż¼▀@└’Ą─ń±─ź░³└©┴╦ŲĮĒöń±║═ŠW(w©Żng)╝yń±─źā╔ĘN,ĪŻ╝┤─ŻöM─ź║ŽŲ┌Ą─╣żū„įŁ└ĒŻ¼į┌Ųš═©ń±─ź╣ż╦ć╗∙ĄA(ch©│)╔Ž,Ż¼į┘į÷╝ėę╗Ą└Š½╝ė╣ż©D©Dė├─ź╩»īóĖū┐ū▒Ē├µŠW(w©Żng)╝y─ź│╔ŲĮ┼_ĀŅ,Ż¼×ķĄ─╩ŪĖ³║├Ą─▒ŻūCĖū┐ūĄ──═─źąįĪŻ
ĪĪĪĪų«║¾Š═╩ŪĖū¾wĄ─▓╔w║═ŪÕŽ┤Öz£y╣żū„,ĪŻŪÕŽ┤ų«║¾▀M╚ļĄĮĖū¾wĄ─├▄ĘŌąįÖz£y,Ż¼ų„ę¬Öz£yĖū¾wĄ─ė═Ą└Īó╦«Ą└Ą─├▄ĘŌąįĄ─ĀŅør,Ż¼▒ŻūC▓╗─▄┬®╦«,ĪŻę╗ŽĄ┴ąĄ─Öz£y║ŽĖ±ų«║¾Ą─Ėū¾wŠ═Ģ■▀M╚ļĄĮ═Ōė^Öz▓ķŁh(hu©ón)╣Ø(ji©”)Ż¼ūŅ║¾Ž┬┴Ž,ĪŻ

ĪĪĪĪ▀@└’,Ż¼╬ęéāų„ę¬ģóė^║═ĮķĮB┴╦╚²Śl╝ė╣ż╔·«a(ch©Żn)ŠĆŻ¼Å─├½┼„ĄĮūŅ║¾Ą─┴Ń╝■,Ż¼Ū·▌S,Īó═╣▌å▌SĄ╚¤oĘŪ╩ŪĮø(j©®ng)▀^┴╦─źĪóń±,Īó▄ćĄ╚Ą╚╝ė╣ż╣ż╦ć,Ż¼ŽÓą┼┼¾ėčéāę▓ęčĮø(j©®ng)┴╦ĮŌĄ├▓Ņ▓╗ČÓ┴╦Ż©Ėū╔wŠĆė╔ė┌ĢrķgĻP(gu©Īn)ŽĄŠÄ▌ŗø]ėąģóė^Ż®,Ż¼Ž┬├µūī╬ęéāę╗ŲüĒ┐┤┐┤¢|’Lč®ĶF²łC5Ą─░l(f©Ī)äėÖCčb┼õŠĆ░╔Ż¼┐┤┐┤┴Ń▓┐╝■╩Ūį§śėę╗³c³cūā│╔░l(f©Ī)äėÖCĄ─,Ż¼═¼Ģrę▓┴╦ĮŌę╗Ž┬¢|’Lč®ĶF²ł░l(f©Ī)äėÖCĄ─╠žäeų«╠Ä,ĪŻ
╬─š┬ś╦║ׯ║
╣żÅSĮę├ž
╩š▓ž
+1
┘Ø
+1
▓╚
═Ų╦]ķåūx


ūŅą┬╬─š┬
 ╝ė▌dųą
╝ė▌dųą

č®ĶF²łC5ŽÓĻP(gu©Īn)ęĢŅl
Ė³ČÓ>



šōē»═Ų╦]
▀M╚ļč®ĶF²łC5šōē»>

- čb┴╦éĆųŪ╔╠Öz£yāx06į┬07╚š
- £╩éõ╠ß╔²Ž┬┐šš{(di©żo)¾w“×,Ż¼╝ėčb┼»╦«ķy,Ż¼ėą...06į┬07╚š
- ūįų·▒ŻB(y©Żng)Ż║¢|’Lč®ĶF²łC52.0Ė³ōQÖCė═...06į┬07╚š
- 14─ĻC5ė═║─,Ż¼Įo┤¾╝ę═Ž║¾═╚┴╦06į┬04╚š
- č®ĶF²ł▄ćų„Ż¼įōŪÕŽ┤Ž¹ČŠ┐šš{(di©żo)└▓06į┬04╚š
- ėH£yŻ║ōQÜŌķTė═ĘŌī”¤²ÖCė═║┴¤oÄ═ų·05į┬31╚š
- 11─ĻC5š¹éõų«┬Ę05į┬25╚š
┤¾╝ęČ╝į┌å¢
Ė³ČÓ>
║├įu└Ēė╔Ż║
▓Ņįu└Ēė╔Ż║