│╔╩ņĄ─ŲĘ┐ž¾wŽĄ ģóė^ÅVŲ¹▒Š╠’į÷│Ū╣żÅS

ĪĪĪĪė╔ė┌ĢrķgĻP(gu©Īn)ŽĄ,Ż¼▀@┤╬╬ęéāģóė^Ą─╩ŪĄ┌Č■╣żÅSĄ─║Ėčb▄ćķgĪŻ╦³š╝Ąž├µĘe╝s×ķ23424ŲĮĘĮ├ū,Ż¼┼cäé▓┼ĮķĮBĄ─ø_ē║▄ćķgŽÓÓÅŻ¼┤_▒Żø_ē║╝■Ą─▌ö╦═ą¦┬╩,ĪŻō■(j©┤)ĮķĮB,Ż¼ė╔ė┌▓╔ė├Ė▀╚ßąį╔·«a(ch©Żn)ŽĄĮy(t©»ng),Ż¼║Ėčb▄ćķgūŅČÓ┐╔īŹ¼F(xi©żn)7┐Ņ▄ćą═╣▓ŠĆ╔·«a(ch©Żn)ĪŻ

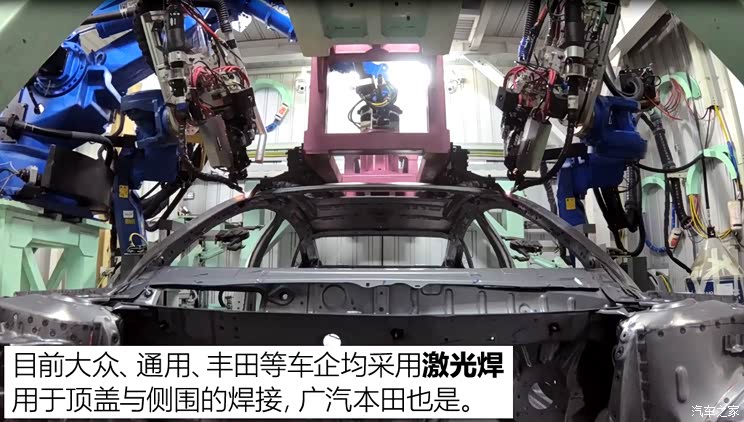
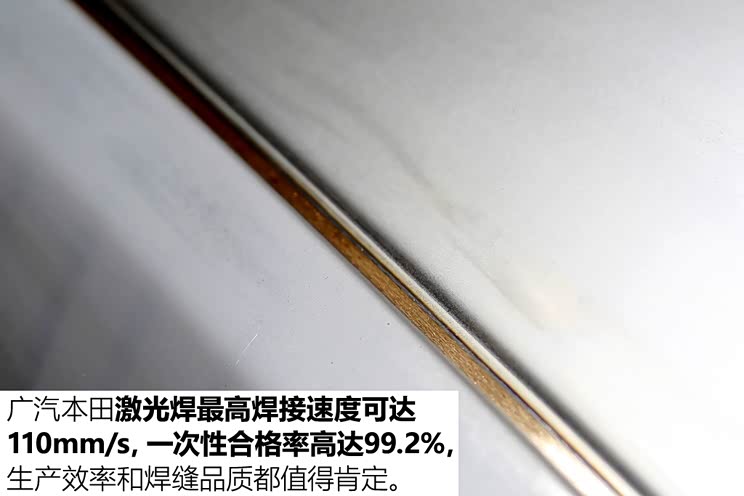
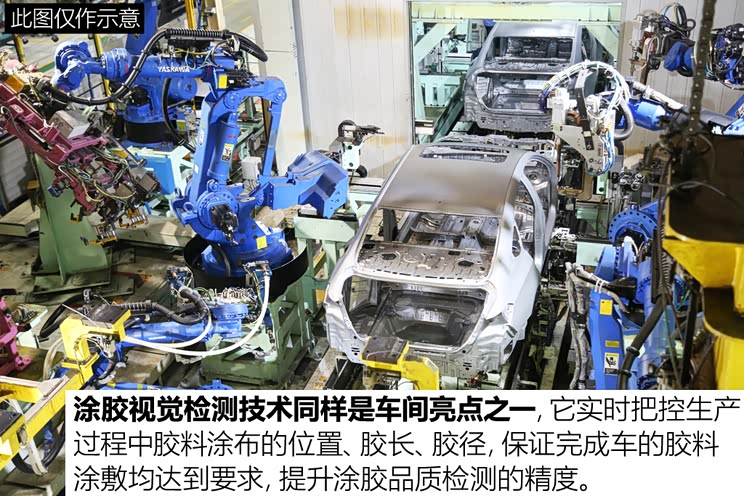
ĪĪĪĪĒö╔w╝ż╣Ō║Ė┐p╩Ū▄ć╔Ē═Ōė^’@ų°╬╗ų├,Ż¼ī”═Ōė^Ą─ŲĮš¹ėąĖ▀ę¬Ū¾,ĪŻ╝ż╣Ō║Ė╦┘Č╚įĮ┐ņŻ¼╚█│ž┴„äėĄ─┐žųŲļyČ╚įĮ┤¾,Ż¼║Ė┐pŲĘ┘|(zh©¼)Ą─▒ŻūCĘŪ│Ż└¦ļyĪŻ├µī”▀@ĘNŪķør,Ż¼ÅVŲ¹▒Š╠’└¹ė├┴╦Ī░║¾░l(f©Ī)ųŲ╚╦Ī▒Ą─ā×(y©Łu)ä▌Ż¼ŠC║ŽĖ„éĆŲ¹▄ćÅSĄ─ā×(y©Łu)³c▓óĮY(ji©”)║Žūį╝║Ą─īŹļHŪķør,Ż¼īŹ¼F(xi©żn)┴╦Ė▀╦┘Ēö╔w╝ż╣ŌŌF║Ė╣ż╦ć,ĪŻ
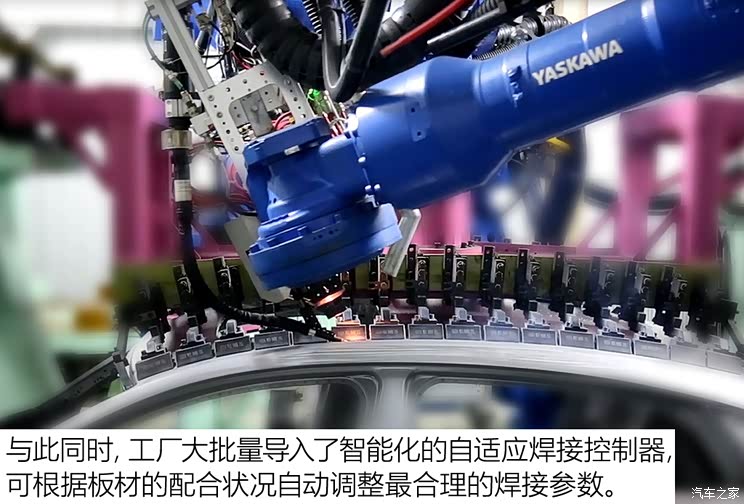
ĪĪĪĪūį▀mæ¬(y©®ng)║ĖĮė┐žųŲŲ„┤_▒Ż┴╦║ĖĮėŲĘ┘|(zh©¼),Ż¼į÷ÅŖ┴╦║ĖĮėą¦╣¹Ą─┐╔┐┐ąį║═ĘĆ(w©¦n)Č©ąį,Ż╗═¼Ģr,Ż¼├┐ę╗Ņw║Ė³cČ╝╩ŪČ©ųŲĄ─,Ż¼ūŅ┤¾│╠Č╚Ąž┤_▒Ż▄ć╔Ē║ĖĮėĄ─ŲĘ┘|(zh©¼)ĪŻ┴Ē═Ō,Ż¼▄ćķg▀Ćī¦(d©Żo)╚ļ┴╦║ĖĮė┬ō(li©ón)ŠW(w©Żng)▒O(ji©Īn)┐žŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)ī”├┐éĆ║Ė³cĄ─║ĖĮėŪķør▀Mąą▒O(ji©Īn)┐ž┼cūĘ╦▌,ĪŻ

ĪĪĪĪSmart-GW▓╔ė├RBūź╚Ī▌p┴┐╗»ŖAŠ▀,Ż¼Ēö┼±,Īóū¾/ėęé╚(c©©)ć·═©▀^ę╗┤╬Č©╬╗║ĖĮė│╔░ū▄ć╔ĒŻ¼╩Ū▒Š╠’ūŅŽ╚▀MĄ─▄ć╔Ē┐éŲ┤ŽĄĮy(t©»ng),Ż¼Š▀ėąŠ½Č╚Ė▀Īóą¦┬╩Ė▀,Īó┐╔┐┐ąįÅŖĄ╚╠ž³cĪŻ┼c▀^═∙Ą─┐éŲ┤ŽĄĮy(t©»ng)ŽÓ▒╚,Ż¼š╝Ąž├µĘe╣Ø(ji©”)╝s1/3,Ż¼▄ćą═ŪąōQīŹ¼F(xi©żn)100%ūįäė╗»ĪŻ

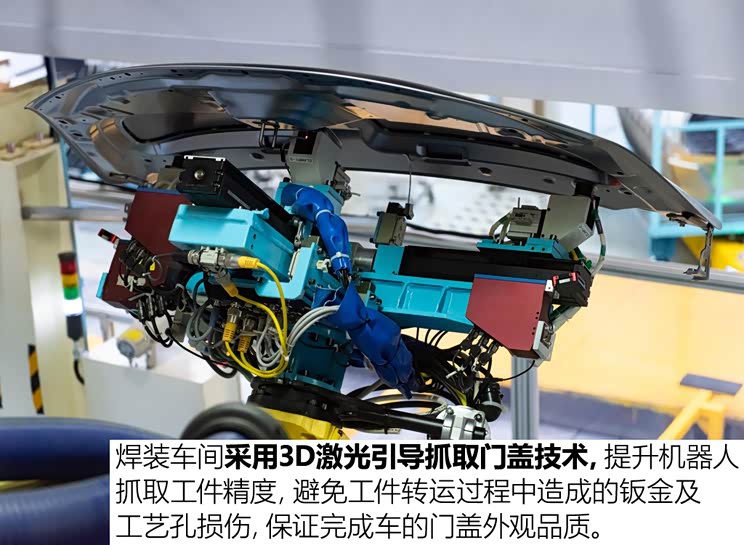
ĪĪĪĪ═┐čb▄ćķgĄ─╚╬äš(w©┤)Š═╩Ūīó║Ėčb▄ćķg═Ļ│╔Ą─░ū▄ć╔Ē═┐╔Žę╗īėīėŲß,Ż¼│²┴╦╝ėÅŖ▄ć╔ĒĘ└õPŻ¼ų„ę¬╩Ūūī▄ć╔Ē┐┤ŲüĒĖ³╝ė├└ė^,ĪŻ═┐čbĄ─▀^│╠ę╗░ŃąĶę¬Įø(j©®ng)▀^ŪÕŽ┤ĪóļŖėŠ,Īó╔½Ųß,ĪóŪÕŲߥ╚▓Į¾E,ĪŻį┌Ą┌╚²╣żÅS═Č«a(ch©Żn)║¾,Ż¼ÅVŲ¹▒Š╠’═┐čb▄ćķg═©▀^ę²╚ļ┴╦Ė³Ž╚▀MĄ─įO(sh©©)éõ║═╣ż╦ć,ĪŻ



ĪĪĪĪÖCŲ„╚╦ūįäė═┐─z┴„┴┐╩▄£žČ╚,Īó═┐┴Žš│Č╚ė░ĒæąĪŻ¼ŽÓ▒╚╚╦╣ż═┐─zą¦┬╩Ė³Ė▀,Īó┘|(zh©¼)┴┐Ė³Š½╝Ü,Ż╗Ūę├┐┼_ÖCŲ„╚╦Č╝┼õéõ┴╦ššŽÓČ©╬╗ŽĄĮy(t©»ng),Ż¼ė├üĒÄ═ų·ÖCŲ„╚╦£╩┤_ūRäe│÷▄ć╔ĒĄ─╬╗ų├,ĪŻŲõ╦³╣ż╦ć┴┴³cĘĮ├µŻ¼ÅVŲ¹▒Š╠’▓╔ė├ļŖėŠŅA(y©┤)¤ßĀt,Ż¼═©▀^ŅA(y©┤)¤ß┤¾Ę∙Č╚£p╔┘Ą╬╦«Ż¼ŅA(y©┤)¤ßČ╦ķL,Ż¼įO(sh©©)ų├£žČ╚Ė▀ĪŻ
╬─š┬ś╦║ׯ║
╣żÅSĮę├ž
╩š▓ž
+1
┘Ø
+1
▓╚
═Ų╦]ķåūx


ūŅą┬╬─š┬
 ╝ė▌dųą
╝ė▌dųą
![ą┬Ū░─ś║▄║├┐┤ ▒Š╠’ą┬┐Ņč┼ķw▒Ż─Ę╝ē┘Å┘I═Ų╦]](https://www2.autoimg.cn/chejiahaodfs/g28/M02/5B/5C/160x90_0_autohomecar__CjIFVGgQZ52AWKYEAAMFpRuC0W830.jpeg)




║├įu└Ēė╔Ż║
▓Ņįu└Ēė╔Ż║