¢|’L(f©źng)č®ĶF²łC5šQ╔·ėø(ę╗)╠Į╔±²ł║Ėčb▄ćķg
Ī± ║Ėčb│╔ą═ŠĆŻ║
ĪĪĪĪį┌═Ļ│╔Ąū░ÕĄ─║ĖĮėų«║¾Ż¼į┌┤╦╔·«a(ch©Żn)ŠĆ╔Ž¢|’L(f©źng)č®ĶF²łC5īó═Ļ│╔▄ć╔ĒĒö╔w║═Ąū░ÕĄ─š¹║Ž║Ėčb,Ż¼Įø(j©®ng)▀^╚╦╣żŅA(y©┤)čbų«║¾Ż¼¢|’L(f©źng)č®ĶF²łC5š¹éĆ(g©©)▄ć╔ĒĄ─│╔ą═║Ėčb╩Ūė╔ČÓéĆ(g©©)ÖC(j©®)Ų„╚╦═Ļ│╔,Ż¼╣żÅSĘQų«×ķĪ░╚ßąį╗»▄ć╔Ē│╔ą═╣ż╬╗Ī▒,ĪŻ

Ī║┤╦╠ÄĄ─ÖC(j©®)ąĄ╩ų╩Ūė├üĒĮo▄ćĒö═┐─zŻ¼▀M(j©¼n)ąąŅA(y©┤)čbĄ─Ī╗

ĪĪĪĪ┤╦▄ć╔Ē│╔ą═╣ż╬╗╩ŪCFERĄ─Ī░BODYFLEXORĪ▒╝╝ąg(sh©┤),ĪŻ┤╦╣ż╬╗╔Ž┼õėą6éĆ(g©©)ÖC(j©®)Ų„╚╦,Ż¼▀@6éĆ(g©©)ÖC(j©®)Ų„╚╦ė├üĒīŹ(sh©¬)¼F(xi©żn)│╔ą═╣żčbĄ─░ß▀\(y©┤n)ĪóČ©╬╗ęį╝░║ĖĮėĄ─╣ż╦ćĘĮ╩Į,Ż¼ō■(j©┤)ÅS╔╠ĮķĮB,Ż¼▄ć╔ĒĄ─čb┼õŠ½Č╚╩Ūę└┐┐įō╣ż╬╗Ą─│╔ą═╣żčbüĒ▒ŻūCĄ─Ż¼ÖC(j©®)Ų„╚╦ŲĄĮīó4éĆ(g©©)╣żčbŲ┤čb▀BĮėĄ─╣”─▄,Ż¼4éĆ(g©©)╣żčbų«ķgęį╝░┼cĄūū∙Ą─▀BĮė╩Ūę└┐┐AMFīŻė├¼ŹŅ^╣╠Č©Ą─,Ż¼įō«a(ch©Żn)ŲĘ╩ŪĄ┬ć°(gu©«)ę╗╝ę╣½╦Š┼cCFER╣▓═¼ķ_░l(f©Ī)Ą─īŻ└¹╝╝ąg(sh©┤)Ż¼µiŅ^▀BĮėĄ─čb┼õŠ½Č╚▀_(d©ó)0.1mm,ĪŻ▀@śėĄ─ČÓéĆ(g©©)ÖC(j©®)Ų„╚╦═¼Ģr(sh©¬)Č©╬╗Ą─ĘĮ╩Įį┌╔·«a(ch©Żn)ŠĆ╚ßąį╗»║═│╔▒ŠĘĮ├µėą║▄┤¾Ą─ā×(y©Łu)ä▌(sh©¼),Ż¼Ūę─┐Ū░ć°(gu©«)ā╚(n©©i)═ŌāHABB╣½╦ŠėąŅÉ╦Ų╝╝ąg(sh©┤)ĪŻ
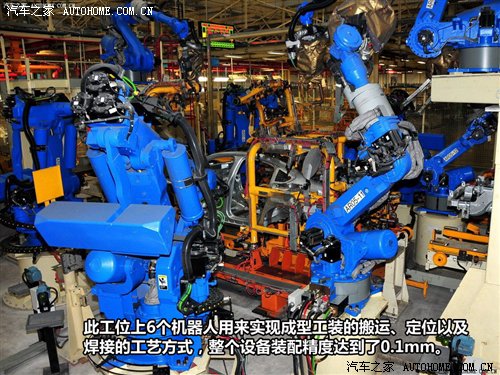
ĪĪĪĪ┴Ē═Ō▀@ą®ÖC(j©®)Ų„╚╦▓╗╩Ūų╗─▄║Ėčb¢|’L(f©źng)č®ĶF²łC5▀@ę╗ĘN▄ćą═,Ż¼Č°╩Ū┐╔ęį═Ļ│╔3ĘN▄ćą═Ą─║Ėčb,Ż¼ų╗ę¬ōQ╔Ž▓╗═¼Ą─╣żčb╝┤┐╔īŹ(sh©¬)¼F(xi©żn)Ż¼Ųõ╣ż╬╗Ą─╚ßąį╗»ū÷Ą├║▄║├,Ż¼Č°Ūę╬ęéāę▓─▄┐┤ęŖ┼į▀ģęčĮø(j©®ng)ėą┴╦ą┬▄ćą═Ą─╣żčb,ĪŻ

ĪĪĪĪį┌│╔ą═╣żčbų«║¾Ż¼¢|’L(f©źng)č®ĶF²łC5Ą─▄ć╔ĒŠ═ęčĮø(j©®ng)╗∙▒Š│╔ą═,Ż¼į┌┤╦╔·«a(ch©Żn)ŠĆ╔Ž╬ęéā┐┤ĄĮ┴╦ę╗éĆ(g©©)├▄ĘŌĄ─╣ż╬╗║═ÄūéĆ(g©©)ÖC(j©®)Ų„╚╦į┌ī”(du©¼)▄ć╔Ē║Ė³c(di©Żn)▀M(j©¼n)ąą┤¾┴┐Ą─ča(b©│)║Ė╣żū„,Ż¼┐┤ĄĮ▀@─Ńę╗Č©Ģ■(hu©¼)å¢Ż║×ķ╩▓├┤ų«Ū░─Ū├┤ČÓ╣ż╬╗Č╝į┌║ĖĮėŻ¼ūŅ║¾▀Ćę¬ča(b©│)║Ė─ž,Ż┐

ĪĪĪĪįŁę“╩Ūį┌ų«Ū░Ą─├┐éĆ(g©©)╣ż╬╗╔Ž╦∙║ĖĮėĄ─³c(di©Żn)╩ŪČ©╬╗╗“š▀▄ć╔Ē│╔ą═Ą─ĻP(gu©Īn)µI╬╗ų├,ĪŻČ°┤¾┴┐Ą─║Ė³c(di©Żn)Ą─║ĖĮėČ╝į┌▀@└’═Ļ│╔Ż¼ę╗ĘĮ├µ╩Ū╣Ø(ji©”)╩ĪĢr(sh©¬)ķgŻ¼┴Ēę╗ĘĮ├µ╩Ū▄ć╔Ē│²┴╦³c(di©Żn)║Ė▀ĆĢ■(hu©¼)ė├ĄĮMIG║Ė,ĪóMAG║ĖĄ╚║ĖĮė╝╝ąg(sh©┤),Ż¼▀@ą®║Ėčbī”(du©¼)╚╦¾w╩Ūėąé¹║”Ą─Ż¼ąĶę¬╝»ųąį┌┤╦ū÷║├ŽÓæ¬(y©®ng)Ą─Ę└ūo(h©┤),Ż¼▀@śė═¼Ģr(sh©¬)ę▓╣Ø(ji©”)╩Ī┴╦│╔▒Š,ĪŻ

ĪĪĪĪšf┴╦▀@├┤ČÓŻ¼╬ęéā▓╗Į¹ėąéĆ(g©©)ę╔å¢,Ż¼ĄĮĄū¢|’L(f©źng)č®ĶF²łC5Ą─▄ć╔ĒėąČÓ╔┘éĆ(g©©)║Ė³c(di©Żn)─ž,Ż┐╣ż│╠ĤĄ─┤░Ė╩ŪŻ║¢|’L(f©źng)č®ĶF²łC5▄ć╔Ē╔ŽĄ─Ųš═©║Ė³c(di©Żn)×ķ3400ČÓéĆ(g©©)Ż¼░³└©┬▌ų∙,Īó├▄ĘŌ║Ė³c(di©Żn)į┌ā╚(n©©i)ę╗╣▓4700ČÓéĆ(g©©),ĪŻ

Ī║┤╦╠Ä┐š│÷üĒĄ─╣ż╬╗╩Ūæ¬(y©®ng)įō×ķą┬▄ćą═ŅA(y©┤)┴¶Ą─Ī╗
ĪĪĪĪča(b©│)║Ė╣ż╬╗ų«║¾Ż¼╦∙ėąĄ─║ĖĮė╣żū„ęčĮø(j©®ng)ĮY(ji©”)╩°,ĪŻųĄĄ├ę╗╠ߥ─╩Ū,Ż¼į┌╣żÅSā╚(n©©i)▓╔ė├Ą─║Ė³c(di©Żn)Š½┤_Č╚Öz£y(c©©)ŽĄĮy(t©»ng)╩ŪĪ░╝ż╣Ō╚²ū∙ś╦(bi©Īo)į┌ŠĆ£y(c©©)┴┐ŽĄĮy(t©»ng)Ī▒Ż¼įōŽĄĮy(t©»ng)╩ŪČ■╣żÅS║ĖĮė╣ż╦ćŽ╚▀M(j©¼n)Ą─Łh(hu©ón)╣Ø(ji©”)ų«ę╗,ĪŻ▓╔ė├Ė▀╣Ø(ji©”)┼─ęŲäė(d©░ng)£y(c©©)┴┐,Ż¼▓ó▒ŻūC┴╦0.25mmĄ─Š½Č╚ĪŻ═¼Ģr(sh©¬)▓╔ė├į┌ŠĆÖz£y(c©©)Ą─║├╠Ä╩Ū,Ż¼ę╗ĘĮ├µ╣Ø(ji©”)╩ĪĢr(sh©¬)ķg,Ż¼▓╗ė├Ž┬ŠĆÖz£y(c©©)Ż╗Č■ė╔ė┌ŲõĄūū∙┐╔š{(di©żo),Ż¼Ųõ▒╚╣╠Č©╩ĮÖz£y(c©©)ŽĄĮy(t©»ng)Ą─╚ßąį╗»Ė³ÅŖ(qi©óng),Ż¼┐╔ļSĢr(sh©¬)ļSęŌĖ³Ė─│╠ą“ĪŻ

Ī║į┌ŠĆ╝ż╣Ō╚²ū∙ś╦(bi©Īo)Öz£y(c©©)Ī╗
ĪĪĪĪįōŽĄĮy(t©»ng)┐╔ī”(du©¼)├┐┼_(t©ói)▄ć75éĆ(g©©)£y(c©©)┴┐³c(di©Żn)▀M(j©¼n)ąą╗Ņäė(d©░ng)╩Į╝ż╣Ōį┌ŠĆ£y(c©©)┴┐,Ż¼▒ŻūC100%Öz£y(c©©),Ż¼1┼_(t©ói)▄ćą═▀_(d©ó)ĄĮ19ĘųńŖĄ─裣h(hu©ón)Öz£y(c©©)Ģr(sh©¬)ķgĪŻįōÖz£y(c©©)įO(sh©©)éõ╣▓ėą4┼_(t©ói)ÖC(j©®)Ų„╚╦,Ż¼4éĆ(g©©)╗Ņäė(d©░ng)╠ĮŅ^,Īó2éĆ(g©©)╣╠Č©╠ĮŅ^ĪŻįōįO(sh©©)éõ╩ŪĄ┌ę╗┤╬ė╔╔±²ł╣½╦Š║═ć°(gu©«)ā╚(n©©i)į┌ŠĆÖz£y(c©©)╣½╦Š╣▓═¼čą░l(f©Ī)Ą─ĒŚ(xi©żng)─┐,Ż¼įO(sh©©)éõĄ─ūįäė(d©░ng)╗»║═ÖC(j©®)Ų„╚╦Ą─▄ē█Eā╔ĘĮ├µČ╝ī┘ūįų„čą░l(f©Ī),ĪŻ
╬─š┬ś╦(bi©Īo)║ׯ║
╣żÅSĮę├ž
╩š▓ž
+1
┘Ø
+1
▓╚
═Ų╦]ķåūx


ūŅą┬╬─š┬
 ╝ė▌dųą
╝ė▌dųą

č®ĶF²łC5ŽÓĻP(gu©Īn)ęĢŅl
Ė³ČÓ>



šōē»═Ų╦]
▀M(j©¼n)╚ļč®ĶF²łC5šōē»>

- 14─ĻC5ė═║─,Ż¼Įo┤¾╝ę═Ž║¾═╚┴╦06į┬04╚š
- č®ĶF²ł▄ćų„,Ż¼įōŪÕŽ┤Ž¹ČŠ┐šš{(di©żo)└▓06į┬04╚š
- ėH£y(c©©)Ż║ōQÜŌķTė═ĘŌī”(du©¼)¤²ÖC(j©®)ė═║┴¤oÄ═ų·05į┬31╚š
- 11─ĻC5š¹éõų«┬Ę05į┬25╚š
- ę╗╚šĘ©ŽĄŻ¼ĮK╔ĒĘ©ŽĄ05į┬24╚š
- Įø(j©®ng)Ąõ50805į┬23╚š
- ÅŖ(qi©óng)ąą└m(x©┤)├³ę╗─Ļ,Ż¼ŪęąąŪęšõŽ¦└▓Ī½05į┬23╚š
┤¾╝ęČ╝į┌å¢
Ė³ČÓ>
║├įu(p©¬ng)└Ēė╔Ż║
▓Ņįu(p©¬ng)└Ēė╔Ż║