東風(fēng)雪鐵龍C5誕生記(一)探神龍焊裝車間
[汽車之家 參觀工廠] 繼不久之前汽車之家對(duì)神龍公司第一工廠進(jìn)行詳細(xì)報(bào)道后,此次我們又有幸參觀了神龍公司武漢第二工廠的部分車間,。第二工廠目前只生產(chǎn)東風(fēng)雪鐵龍C5車型,一期年產(chǎn)能力規(guī)劃為15萬輛,,共有焊裝,、涂裝、總裝三個(gè)車間,,另外在廠房旁邊還有第二工廠的試車場,,而東風(fēng)雪鐵龍C5的發(fā)動(dòng)機(jī)的生產(chǎn)則在襄樊動(dòng)力工廠進(jìn)行。

點(diǎn)擊此處查看東風(fēng)雪鐵龍C5的其他文章:

東風(fēng)雪鐵龍C5誕生記(二)探神龍總裝車間
//zphnet8.com/drive/201006/116344.html

東風(fēng)雪鐵龍C5誕生記(三)訪發(fā)動(dòng)機(jī)工廠//zphnet8.com/drive/201006/118621.html
編輯此次參觀了第二工廠的焊裝車間,、總裝車間,、試車場,以及襄樊動(dòng)力總成廠的發(fā)動(dòng)機(jī)生產(chǎn)車間。值得一提的是,,后續(xù)我們還探訪了位于襄樊的國家汽車質(zhì)量監(jiān)督檢驗(yàn)中心,,這里是國內(nèi)眾多汽車廠商對(duì)車輛性能進(jìn)行試驗(yàn)、路試的重要基地,,在后續(xù)報(bào)道中我們會(huì)為大家?guī)碓摍z驗(yàn)中心的詳細(xì)信息,。


『在后續(xù)的報(bào)道中我們還將帶來總成車間和襄樊工廠的更多內(nèi)容』
汽車制造基本工藝:
介紹焊裝工廠之前,我們先來簡單敘述一下汽車的基本制造流程,。汽車制造流程中主要有四大工藝,,即車身沖壓、車身焊裝,、車身涂裝,、整車總裝。這四大工藝流程一般都是在整車廠內(nèi)完成,,但發(fā)動(dòng)機(jī),、變速器、車橋,、車身附件,、內(nèi)飾件等部件一般都是在整車廠外完成制造,然后運(yùn)輸?shù)秸噺S與車身一起組裝成整車,。

『此圖為神龍公司第一沖壓車間,,東風(fēng)雪鐵龍C5的沖壓在這里完成』
看神龍第一工廠沖壓:世嘉是如何煉成的(一)從鋼板到車身零件
//zphnet8.com/drive/201003/99497.html
需要說明的是,在神龍第二工廠沒有沖壓車間,,東風(fēng)雪鐵龍C5的鋼板的沖壓是在第一工廠完成后運(yùn)送到第二工廠來的,在第二工廠東風(fēng)雪鐵龍C5要進(jìn)行的第一個(gè)步驟就是焊接工藝,。通過了解,,從目前的生產(chǎn)狀況來看,第二工廠焊裝車間的柔性化成型技術(shù),、在線激光三座標(biāo)檢測是較為先進(jìn)的技術(shù),,不過在機(jī)器人的使用率等方面并沒有明顯的優(yōu)勢(shì)。話不多說了,,我們來看看東風(fēng)雪鐵龍C5的焊接工藝吧,。
● 神龍公司武漢第二工廠焊裝分廠介紹:
焊裝分廠廠房面積4.66萬平米,有ALW航空激光焊接,、柔性化車身成型工藝,、激光在線三座標(biāo)測量等焊接和檢測工藝,目的是為了打造東風(fēng)雪鐵龍C5的“救生艙式高強(qiáng)度車身”,。其供應(yīng)商與歐洲新雪鐵龍C5相同,,屬于PSA集團(tuán)下的設(shè)備供應(yīng)商CFER。
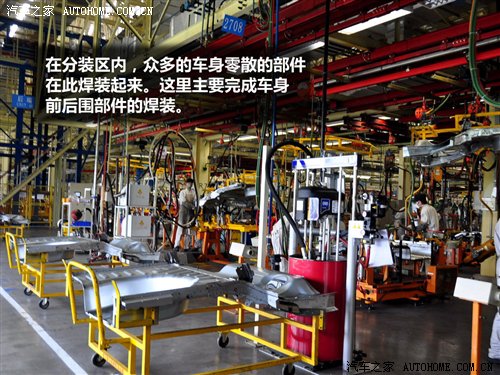


在神龍第二工廠的焊裝車間,基本的工藝流程是先將各個(gè)沖壓好的零部件分別焊裝,,其中包括了車身前后端等部件,;然后是地板線的焊裝,這里完成了車身前后側(cè)圍等部分的焊裝過程,;地板部分焊裝好后,,就進(jìn)入了車身成型線的焊裝,經(jīng)過這個(gè)工序之后,,我們可以看到,,一輛東風(fēng)雪鐵龍C5的雛形已經(jīng)基本誕生了,東風(fēng)雪鐵龍C5的車主們是否看著有種親切感呢,?
點(diǎn)擊一下鏈接查看世嘉焊裝過程:
世嘉是如何煉成的(二)看鋼板怎樣救生命
//zphnet8.com/drive/201003/100913.html
成型工裝之后,,東風(fēng)雪鐵龍C5進(jìn)入焊裝的最后一道工序——調(diào)整裝配線。在這里,,主要完成的是“四門兩蓋”的安裝工作,,到此,東風(fēng)雪鐵龍C5的“骨架”就已經(jīng)組裝完畢,,接下來就會(huì)被送到涂裝車間開始“化妝了”,。這樣簡單的抽象介紹可能有點(diǎn)晦澀,下面編輯就帶大家一起從車身地板線來做詳細(xì)介紹,。
● 焊裝地板線:
在這條焊裝線上,,需要完成的部分主要是將在之前分焊部位的車身前后部件和左右側(cè)圍與地板焊裝在一起。其中整個(gè)車身最有特點(diǎn)的要數(shù)ALW激光焊接了,,我們重點(diǎn)介紹一部分內(nèi)容,。

『東風(fēng)雪鐵龍C5的后備廂部分的激光焊接在牌照上方』

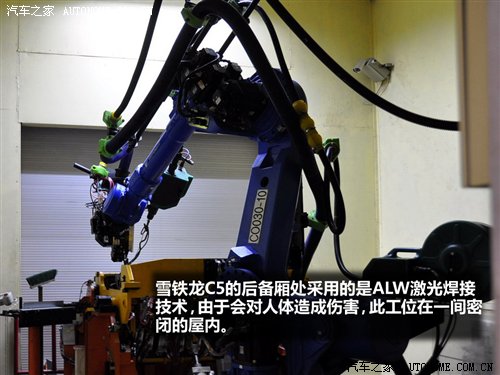
在C5的尾部牌照區(qū)上方,采用的是ALW航空激光焊接,,據(jù)工程師介紹,,這項(xiàng)技術(shù)采用的是和法國焊接工廠的技術(shù)相同,可以使焊接強(qiáng)度提高30%,,耗能降低25%,。車身的前后都使用激光焊接可以保證很好的密封性和焊接強(qiáng)度,主要目的是為了吸能考慮,。
在車身上ALW激光焊接的長度達(dá)到了800多毫米,,在此處采用激光焊接的目的是為了保證后尾箱的密閉性并且焊接處和母材的剛度可達(dá)到基本相同。此激光焊接工位被放置在一間屋內(nèi),,編輯沒有近距離觀看到整個(gè)激光焊接的全過程,,只能通過工位外的顯示屏遠(yuǎn)觀。


『激光焊接將行李廂上外板和下外板無縫連接起來』

『整個(gè)焊裝工廠的設(shè)備供應(yīng)商大多來自PSA集團(tuán)下的設(shè)備供應(yīng)商CFER』
據(jù)介紹,,整個(gè)東風(fēng)雪鐵龍C5的焊裝生產(chǎn)線的生產(chǎn)效率預(yù)計(jì)為每小時(shí)完成28輛車的焊裝,,現(xiàn)有的產(chǎn)能達(dá)到了21輛,,也就是說未來還有加大生產(chǎn)量的能力。
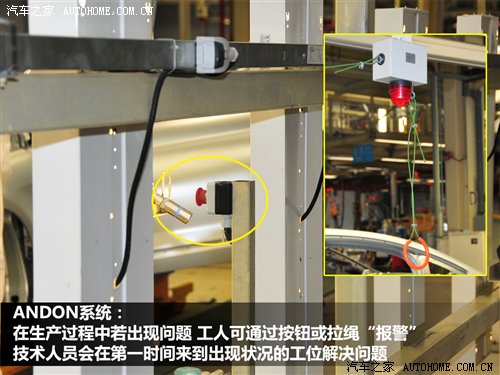
另外我們?cè)诤秆b車間發(fā)現(xiàn)在每個(gè)工位旁邊,,都有一個(gè)紅色的按鈕或者是拉繩,,據(jù)介紹,這就是神龍工廠的“特色”之一——ANDON系統(tǒng),,即快速反應(yīng)系統(tǒng),。在整個(gè)參觀工程中,ANDON系統(tǒng)也出現(xiàn)了幾次報(bào)警,,令編輯好奇的是,,每次響起的聲音不是刺耳的警示聲,而是不同的歌曲,,相關(guān)負(fù)責(zé)人介紹,,不同的樂曲代表不同的流水線,這樣就容易判斷出“問題工位”了,。而在之前翟元和羅浩編輯參觀第一工廠時(shí)發(fā)現(xiàn),,第一工廠同樣也配備這樣的系統(tǒng)。
看鋼板怎樣救生命 汽車之家")
『此圖為神龍公司第一工廠的焊裝車間的破壞性檢查』
關(guān)于質(zhì)量的把控,,編輯還想再啰嗦兩句,,據(jù)工程師介紹,除了ANDON系統(tǒng),,整個(gè)焊裝車間會(huì)在流水線上的一些重要焊接工位后面設(shè)置“質(zhì)量門”,,負(fù)責(zé)檢驗(yàn)焊點(diǎn)的強(qiáng)度。另外還有專門的“在線三座標(biāo)檢測系統(tǒng)”檢測焊點(diǎn)的位置,,這在后面我們會(huì)做詳細(xì)介紹,。同時(shí)每隔一段時(shí)間(一般為一個(gè)月),還會(huì)對(duì)一輛完整的車型進(jìn)行破壞性檢查,。
如果想了解更多其他工廠的情況請(qǐng)點(diǎn)擊這里:
發(fā)動(dòng)機(jī)廠是亮點(diǎn) 參觀華晨汽車沈陽工廠
//zphnet8.com/drive/200909/69620.html
采用很多新技術(shù),!參觀廣汽本田增城工廠
//zphnet8.com/drive/200908/69019.html
全負(fù)荷運(yùn)轉(zhuǎn)!探訪東風(fēng)日產(chǎn)花都工廠
//zphnet8.com/drive/200908/68804.html
最強(qiáng)的柔性生產(chǎn) 參觀長安福特重慶工廠
http://zphnet8.com/drive/200908/67956.html
文章標(biāo)簽:
工廠揭秘
收藏
+1
贊
+1
踩
推薦閱讀


最新文章
 加載中
加載中

雪鐵龍C5相關(guān)視頻
更多>



論壇推薦
進(jìn)入雪鐵龍C5論壇>

- 親測:換氣門油封對(duì)燒機(jī)油毫無幫助05月31日
- 12款雪鐵龍C52.0整備05月28日
- 依依不舍,,寶刀未老,,這完全是一件藝...05月25日
- 11年C5整備之路05月25日
- 一日法系,,終身法系05月24日
- 經(jīng)典50805月23日
- 強(qiáng)行續(xù)命一年,且行且珍惜啦~05月23日
大家都在問
更多>
好評(píng)理由:
差評(píng)理由: