¢|’L(f©źng)č®ĶF²łC5šQ╔·ėø(ę╗)╠Į╔±²ł║Ėčb▄ćķg
ĪĪĪĪ[Ų¹▄ćų«╝ę ģóė^╣żÅS] └^▓╗Š├ų«Ū░Ų¹▄ćų«╝ęī”╔±²ł╣½╦ŠĄ┌ę╗╣żÅS▀Mąąįö╝Ü(x©¼)ł¾Ą└║¾,Ż¼┤╦┤╬╬ęéāėųėąąęģóė^┴╦╔±²ł╣½╦Š╬õØhĄ┌Č■╣żÅSĄ─▓┐Ęų▄ćķgĪŻĄ┌Č■╣żÅS─┐Ū░ų╗╔·«a(ch©Żn)¢|’L(f©źng)č®ĶF²łC5▄ćą═,Ż¼ę╗Ų┌─Ļ«a(ch©Żn)─▄┴”ęÄ(gu©®)äØ×ķ15╚f▌v,Ż¼╣▓ėą║ĖčbĪó═┐čb,Īó┐éčb╚²éĆ▄ćķg,Ż¼┴Ē═Ōį┌ÅSĘ┐┼į▀ģ▀ĆėąĄ┌Č■╣żÅSĄ─įć▄ćł÷Ż¼Č°¢|’L(f©źng)č®ĶF²łC5Ą─░l(f©Ī)äėÖCĄ─╔·«a(ch©Żn)ätį┌ŽÕĘ«äė┴”╣żÅS▀Mąą,ĪŻ

³cō¶┤╦╠Ä▓ķ┐┤¢|’L(f©źng)č®ĶF²łC5Ą─Ųõ╦¹╬─š┬Ż║

¢|’L(f©źng)č®ĶF²łC5šQ╔·ėø(Č■)╠Į╔±²ł┐éčb▄ćķg
//zphnet8.com/drive/201006/116344.html

¢|’L(f©źng)č®ĶF²łC5šQ╔·ėøŻ©╚²Ż®įL░l(f©Ī)äėÖC╣żÅS//zphnet8.com/drive/201006/118621.html
ĪĪĪĪŠÄ▌ŗ┤╦┤╬ģóė^┴╦Ą┌Č■╣żÅSĄ─║Ėčb▄ćķg,Īó┐éčb▄ćķgĪóįć▄ćł÷,Ż¼ęį╝░ŽÕĘ«äė┴”┐é│╔ÅSĄ─░l(f©Ī)äėÖC╔·«a(ch©Żn)▄ćķg,ĪŻųĄĄ├ę╗╠ߥ─╩ŪŻ¼║¾└m(x©┤)╬ęéā▀Ć╠ĮįL┴╦╬╗ė┌ŽÕĘ«Ą─ć°╝ęŲ¹▄ć┘|(zh©¼)┴┐▒O(ji©Īn)ČĮÖz“×ųąą─,Ż¼▀@└’╩Ūć°ā╚(n©©i)▒ŖČÓŲ¹▄ćÅS╔╠ī”▄ć▌vąį─▄▀Mąąįć“×,Īó┬ĘįćĄ─ųžę¬╗∙ĄžŻ¼į┌║¾└m(x©┤)ł¾Ą└ųą╬ęéāĢ■×ķ┤¾╝ę?gu©®)¦üĒįōÖz“×ųąą─Ą─įö╝Ü(x©¼)ą┼Žó,ĪŻ


Ī║į┌║¾└m(x©┤)Ą─ł¾Ą└ųą╬ęéā▀ĆīóĦüĒ┐é│╔▄ćķg║═ŽÕĘ«╣żÅSĄ─Ė³ČÓā╚(n©©i)╚▌Ī╗
Ų¹▄ćųŲįņ╗∙▒Š╣ż╦ćŻ║
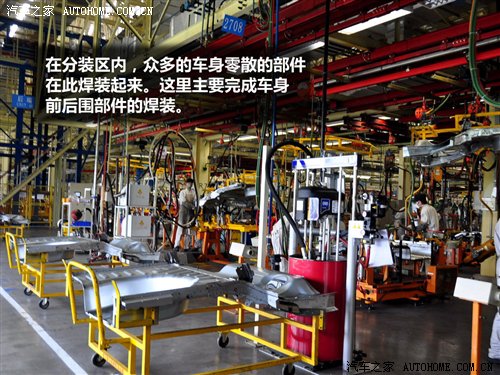
ĪĪĪĪĮķĮB║Ėčb╣żÅSų«Ū░,Ż¼╬ęéāŽ╚üĒ║åå╬öó╩÷ę╗Ž┬Ų¹▄ćĄ─╗∙▒ŠųŲįņ┴„│╠ĪŻŲ¹▄ćųŲįņ┴„│╠ųąų„ę¬ėą╦─┤¾╣ż╦ć,Ż¼╝┤▄ć╔Ēø_ē║,Īó▄ć╔Ē║ĖčbĪó▄ć╔Ē═┐čb,Īóš¹▄ć┐éčb,ĪŻ▀@╦─┤¾╣ż╦ć┴„│╠ę╗░ŃČ╝╩Ūį┌š¹▄ćÅSā╚(n©©i)═Ļ│╔,Ż¼Ą½░l(f©Ī)äėÖCĪóūā╦┘Ų„,Īó▄ćś“,Īó▄ć╔ĒĖĮ╝■Īóā╚(n©©i)’Ś╝■Ą╚▓┐╝■ę╗░ŃČ╝╩Ūį┌š¹▄ćÅS═Ō═Ļ│╔ųŲįņ,Ż¼╚╗║¾▀\▌ö?sh©┤)Įš¹▄ćÅS┼c▄ć╔Ēę╗ŲĮMčb│╔š¹▄ć,ĪŻ

Ī║┤╦łD×ķ╔±²ł╣½╦ŠĄ┌ę╗ø_ē║▄ćķgŻ¼¢|’L(f©źng)č®ĶF²łC5Ą─ø_ē║į┌▀@└’═Ļ│╔Ī╗
┐┤╔±²łĄ┌ę╗╣żÅSø_ē║Ż║╩└╝╬╩Ū╚ń║╬¤Æ│╔Ą─(ę╗)Å─õō░ÕĄĮ▄ć╔Ē┴Ń╝■
//zphnet8.com/drive/201003/99497.html
ĪĪĪĪąĶ꬚f├„Ą─╩Ū,Ż¼į┌╔±²łĄ┌Č■╣żÅSø]ėąø_ē║▄ćķg,Ż¼¢|’L(f©źng)č®ĶF²łC5Ą─õō░ÕĄ─ø_ē║╩Ūį┌Ą┌ę╗╣żÅS═Ļ│╔║¾▀\╦═ĄĮĄ┌Č■╣żÅSüĒĄ─Ż¼į┌Ą┌Č■╣żÅS¢|’L(f©źng)č®ĶF²łC5ę¬▀MąąĄ─Ą┌ę╗éĆ▓Į¾EŠ═╩Ū║ĖĮė╣ż╦ć,ĪŻ═©▀^┴╦ĮŌ,Ż¼Å──┐Ū░Ą─╔·«a(ch©Żn)ĀŅørüĒ┐┤Ż¼Ą┌Č■╣żÅS║Ėčb▄ćķgĄ─╚ßąį╗»│╔ą═╝╝ąg(sh©┤),Īóį┌ŠĆ╝ż╣Ō╚²ū∙ś╦(bi©Īo)Öz£y╩Ū▌^×ķŽ╚▀MĄ─╝╝ąg(sh©┤),Ż¼▓╗▀^į┌ÖCŲ„╚╦Ą─╩╣ė├┬╩Ą╚ĘĮ├µ▓óø]ėą├„’@Ą─ā×(y©Łu)ä▌ĪŻįÆ▓╗ČÓšf┴╦,Ż¼╬ęéāüĒ┐┤┐┤¢|’L(f©źng)č®ĶF²łC5Ą─║ĖĮė╣ż╦ć░╔,ĪŻ
Ī± ╔±²ł╣½╦Š╬õØhĄ┌Č■╣żÅS║ĖčbĘųÅSĮķĮBŻ║
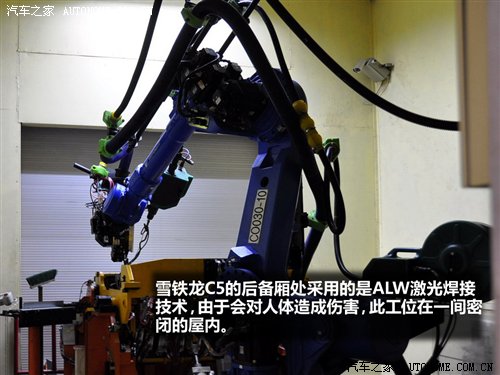
ĪĪĪĪ║ĖčbĘųÅSÅSĘ┐├µĘe4.66╚fŲĮ├ūŻ¼ėąALW║Į┐š╝ż╣Ō║ĖĮė,Īó╚ßąį╗»▄ć╔Ē│╔ą═╣ż╦ć,Īó╝ż╣Ōį┌ŠĆ╚²ū∙ś╦(bi©Īo)£y┴┐Ą╚║ĖĮė║═Öz£y╣ż╦ćŻ¼─┐Ą─╩Ū×ķ┴╦┤“įņ¢|’L(f©źng)č®ĶF²łC5Ą─Ī░Š╚╔·┼ō╩ĮĖ▀ÅŖČ╚▄ć╔ĒĪ▒,ĪŻŲõ╣®æ¬(y©®ng)╔╠┼cÜWų▐ą┬č®ĶF²łC5ŽÓ═¼,Ż¼ī┘ė┌PSA╝»łFŽ┬Ą─įO(sh©©)éõ╣®æ¬(y©®ng)╔╠CFERĪŻ


ĪĪĪĪį┌╔±²łĄ┌Č■╣żÅSĄ─║Ėčb▄ćķg,Ż¼╗∙▒ŠĄ─╣ż╦ć┴„│╠╩ŪŽ╚īóĖ„éĆø_ē║║├Ą─┴Ń▓┐╝■Ęųäe║Ėčb,Ż¼Ųõųą░³└©┴╦▄ć╔ĒŪ░║¾Č╦Ą╚▓┐╝■Ż╗╚╗║¾╩ŪĄž░ÕŠĆĄ─║Ėčb,Ż¼▀@└’═Ļ│╔┴╦▄ć╔ĒŪ░║¾é╚(c©©)ć·Ą╚▓┐ĘųĄ─║Ėčb▀^│╠,Ż╗Ąž░Õ▓┐Ęų║Ėčb║├║¾Ż¼Š═▀M╚ļ┴╦▄ć╔Ē│╔ą═ŠĆĄ─║Ėčb,Ż¼Įø(j©®ng)▀^▀@éĆ╣żą“ų«║¾,Ż¼╬ęéā┐╔ęį┐┤ĄĮŻ¼ę╗▌v¢|’L(f©źng)č®ĶF²łC5Ą─ļrą╬ęčĮø(j©®ng)╗∙▒ŠšQ╔·┴╦,Ż¼¢|’L(f©źng)č®ĶF²łC5Ą─▄ćų„éā╩Ūʱ┐┤ų°ėąĘNėHŪąĖą─ž,Ż┐
ĪĪĪĪ³cō¶ę╗Ž┬µ£Įė▓ķ┐┤╩└╝╬║Ėčb▀^│╠Ż║
ĪĪĪĪ╩└╝╬╩Ū╚ń║╬¤Æ│╔Ą─(Č■)┐┤õō░Õį§śėŠ╚╔·├³
ĪĪĪĪ//zphnet8.com/drive/201003/100913.html
ĪĪĪĪ│╔ą═╣żčbų«║¾Ż¼¢|’L(f©źng)č®ĶF²łC5▀M╚ļ║ĖčbĄ─ūŅ║¾ę╗Ą└╣żą“Ī¬Ī¬š{(di©żo)š¹čb┼õŠĆ,ĪŻį┌▀@└’,Ż¼ų„ę¬═Ļ│╔Ą─╩ŪĪ░╦─ķTā╔╔wĪ▒Ą─░▓čb╣żū„,Ż¼ĄĮ┤╦Ż¼¢|’L(f©źng)č®ĶF²łC5Ą─Ī░╣Ū╝▄Ī▒Š═ęčĮø(j©®ng)ĮMčb═Ļ«ģ,Ż¼ĮėŽ┬üĒŠ═Ģ■▒╗╦═ĄĮ═┐čb▄ćķgķ_╩╝Ī░╗»Ŗy┴╦Ī▒,ĪŻ▀@śė║åå╬Ą─│ķŽ¾ĮķĮB┐╔─▄ėą³c╗▐ØŁŻ¼Ž┬├µŠÄ▌ŗŠ═Ħ┤¾╝ęę╗ŲÅ─▄ć╔ĒĄž░ÕŠĆüĒū÷įö╝Ü(x©¼)ĮķĮB,ĪŻ
Ī± ║ĖčbĄž░ÕŠĆŻ║
ĪĪĪĪį┌▀@Śl║ĖčbŠĆ╔ŽŻ¼ąĶę¬═Ļ│╔Ą─▓┐Ęųų„ę¬╩Ūīóį┌ų«Ū░Ęų║Ė▓┐╬╗Ą─▄ć╔ĒŪ░║¾▓┐╝■║═ū¾ėęé╚(c©©)ć·┼cĄž░Õ║Ėčbį┌ę╗Ų,ĪŻŲõųąš¹éĆ▄ć╔ĒūŅėą╠ž³cĄ─ę¬öĄ(sh©┤)ALW╝ż╣Ō║ĖĮė┴╦,Ż¼╬ęéāųž³cĮķĮBę╗▓┐Ęųā╚(n©©i)╚▌ĪŻ

Ī║¢|’L(f©źng)č®ĶF²łC5Ą─║¾éõĹ▓┐ĘųĄ─╝ż╣Ō║ĖĮėį┌┼Ųšš╔ŽĘĮĪ╗

ĪĪĪĪį┌C5Ą─╬▓▓┐┼Ųššģ^(q©▒)╔ŽĘĮ,Ż¼▓╔ė├Ą─╩ŪALW║Į┐š╝ż╣Ō║ĖĮė,Ż¼ō■(j©┤)╣ż│╠ĤĮķĮBŻ¼▀@ĒŚ╝╝ąg(sh©┤)▓╔ė├Ą─╩Ū║═Ę©ć°║ĖĮė╣żÅSĄ─╝╝ąg(sh©┤)ŽÓ═¼,Ż¼┐╔ęį╩╣║ĖĮėÅŖČ╚╠ßĖ▀30%,Ż¼║──▄ĮĄĄ═25%ĪŻ▄ć╔ĒĄ─Ū░║¾Č╝╩╣ė├╝ż╣Ō║ĖĮė┐╔ęį▒ŻūC║▄║├Ą─├▄ĘŌąį║═║ĖĮėÅŖČ╚,Ż¼ų„ę¬─┐Ą─╩Ū×ķ┴╦╬³─▄┐╝æ],ĪŻ
ĪĪĪĪį┌▄ć╔Ē╔ŽALW╝ż╣Ō║ĖĮėĄ─ķLČ╚▀_ĄĮ┴╦800ČÓ║┴├ūŻ¼į┌┤╦╠Ä▓╔ė├╝ż╣Ō║ĖĮėĄ──┐Ą─╩Ū×ķ┴╦▒ŻūC║¾╬▓ŽõĄ─├▄ķ]ąį▓óŪę║ĖĮė╠Ä║═─Ė▓─Ą─äéČ╚┐╔▀_ĄĮ╗∙▒ŠŽÓ═¼,ĪŻ┤╦╝ż╣Ō║ĖĮė╣ż╬╗▒╗Ę┼ų├į┌ę╗ķg╬▌ā╚(n©©i),Ż¼ŠÄ▌ŗø]ėąĮ³ŠÓļxė^┐┤ĄĮš¹éĆ╝ż╣Ō║ĖĮėĄ─╚½▀^│╠Ż¼ų╗─▄═©▀^╣ż╬╗═ŌĄ─’@╩ŠŲ┴▀h(yu©Żn)ė^,ĪŻ


Ī║╝ż╣Ō║ĖĮėīóąą└ŅĹ╔Ž═Ō░Õ║═Ž┬═Ō░Õ¤o┐p▀BĮėŲüĒĪ╗

Ī║š¹éĆ║Ėčb╣żÅSĄ─įO(sh©©)éõ╣®æ¬(y©®ng)╔╠┤¾ČÓüĒūįPSA╝»łFŽ┬Ą─įO(sh©©)éõ╣®æ¬(y©®ng)╔╠CFERĪ╗
ĪĪĪĪō■(j©┤)ĮķĮB,Ż¼š¹éĆ¢|’L(f©źng)č®ĶF²łC5Ą─║Ėčb╔·«a(ch©Żn)ŠĆĄ─╔·«a(ch©Żn)ą¦┬╩ŅA(y©┤)ėŗ×ķ├┐ąĪĢr═Ļ│╔28▌v▄ćĄ─║ĖčbŻ¼¼F(xi©żn)ėąĄ─«a(ch©Żn)─▄▀_ĄĮ┴╦21▌v,Ż¼ę▓Š═╩Ūšf╬┤üĒ▀Ćėą╝ė┤¾╔·«a(ch©Żn)┴┐Ą──▄┴”,ĪŻ
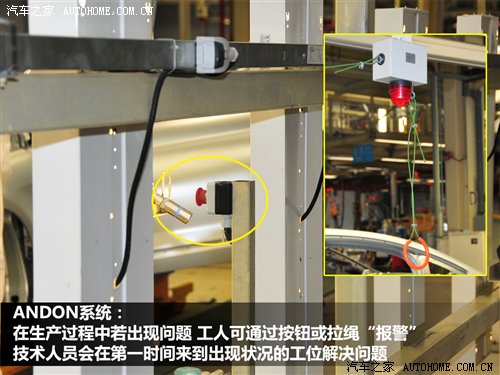
ĪĪĪĪ┴Ē═Ō╬ęéāį┌║Ėčb▄ćķg░l(f©Ī)¼F(xi©żn)į┌├┐éĆ╣ż╬╗┼į▀ģŻ¼Č╝ėąę╗éĆ╝t╔½Ą─░┤Ōo╗“š▀╩Ū└Ł└K,Ż¼ō■(j©┤)ĮķĮB,Ż¼▀@Š═╩Ū╔±²ł╣żÅSĄ─Ī░╠ž╔½Ī▒ų«ę╗Ī¬Ī¬ANDONŽĄĮy(t©»ng)Ż¼╝┤┐ņ╦┘Ę┤æ¬(y©®ng)ŽĄĮy(t©»ng),ĪŻį┌š¹éĆģóė^╣ż│╠ųą,Ż¼ANDONŽĄĮy(t©»ng)ę▓│÷¼F(xi©żn)┴╦Äū┤╬ł¾Š»Ż¼┴ŅŠÄ▌ŗ║├ŲµĄ─╩Ū,Ż¼├┐┤╬ĒæŲĄ─┬Ģę¶▓╗╩Ū┤╠Č·Ą─Š»╩Š┬Ģ,Ż¼Č°╩Ū▓╗═¼Ą─ĖĶŪ·Ż¼ŽÓĻP(gu©Īn)žō(f©┤)ž¤(z©”)╚╦ĮķĮB,Ż¼▓╗═¼Ą─śĘŪ·┤·▒Ē▓╗═¼Ą─┴„╦«ŠĆ,Ż¼▀@śėŠ═╚▌ęū┼ąöÓ│÷Ī░å¢Ņ}╣ż╬╗Ī▒┴╦,ĪŻČ°į┌ų«Ū░Ąįį¬║═┴_║ŲŠÄ▌ŗģóė^Ą┌ę╗╣żÅSĢr░l(f©Ī)¼F(xi©żn)Ż¼Ą┌ę╗╣żÅS═¼śėę▓┼õéõ▀@śėĄ─ŽĄĮy(t©»ng),ĪŻ
┐┤õō░Õį§śėŠ╚╔·├³ Ų¹▄ćų«╝ę")
Ī║┤╦łD×ķ╔±²ł╣½╦ŠĄ┌ę╗╣żÅSĄ─║Ėčb▄ćķgĄ─ŲŲē─ąįÖz▓ķĪ╗
ĪĪĪĪĻP(gu©Īn)ė┌┘|(zh©¼)┴┐Ą─░č┐ž,Ż¼ŠÄ▌ŗ▀ĆŽļį┘å¬Ó┬ā╔ŠõŻ¼ō■(j©┤)╣ż│╠ĤĮķĮB,Ż¼│²┴╦ANDONŽĄĮy(t©»ng),Ż¼š¹éĆ║Ėčb▄ćķgĢ■į┌┴„╦«ŠĆ╔ŽĄ─ę╗ą®ųžę¬║ĖĮė╣ż╬╗║¾├µįO(sh©©)ų├Ī░┘|(zh©¼)┴┐ķTĪ▒Ż¼žō(f©┤)ž¤(z©”)Öz“×║Ė³cĄ─ÅŖČ╚,ĪŻ┴Ē═Ō▀ĆėąīŻķTĄ─Ī░į┌ŠĆ╚²ū∙ś╦(bi©Īo)Öz£yŽĄĮy(t©»ng)Ī▒Öz£y║Ė³cĄ─╬╗ų├,Ż¼▀@į┌║¾├µ╬ęéāĢ■ū÷įö╝Ü(x©¼)ĮķĮBĪŻ═¼Ģr├┐Ė¶ę╗Č╬ĢrķgŻ©ę╗░Ń×ķę╗éĆį┬Ż®,Ż¼▀ĆĢ■ī”ę╗▌v═Ļš¹Ą─▄ćą═▀MąąŲŲē─ąįÖz▓ķ,ĪŻ
ĪĪĪĪ╚ń╣¹Žļ┴╦ĮŌĖ³ČÓŲõ╦¹╣żÅSĄ─Ūķøršł³cō¶▀@└’Ż║
ĪĪĪĪ░l(f©Ī)äėÖCÅS╩Ū┴┴³c ģóė^╚A│┐Ų¹▄ć╔“Ļ¢╣żÅS
ĪĪĪĪ//zphnet8.com/drive/200909/69620.html
ĪĪĪĪ▓╔ė├║▄ČÓą┬╝╝ąg(sh©┤)ŻĪģóė^ÅVŲ¹▒Š╠’į÷│Ū╣żÅS
ĪĪĪĪ//zphnet8.com/drive/200908/69019.html
ĪĪĪĪ╚½žō(f©┤)║╔▀\▐D(zhu©Żn),ŻĪ╠ĮįL¢|’L(f©źng)╚š«a(ch©Żn)╗©Č╝╣żÅS
ĪĪĪĪ//zphnet8.com/drive/200908/68804.html
ĪĪĪĪūŅÅŖĄ─╚ßąį╔·«a(ch©Żn) ģóė^ķL░▓ĖŻ╠žųžæc╣żÅS
ĪĪĪĪhttp://zphnet8.com/drive/200908/67956.html
╬─š┬ś╦(bi©Īo)║ׯ║
╣żÅSĮę├ž
╩š▓ž
+1
┘Ø
+1
▓╚
═Ų╦]ķåūx


ūŅą┬╬─š┬
 ╝ė▌dųą
╝ė▌dųą

č®ĶF²łC5ŽÓĻP(gu©Īn)ęĢŅl
Ė³ČÓ>



šōē»═Ų╦]
▀M╚ļč®ĶF²łC5šōē»>

- 14─ĻC5ė═║─Ż¼Įo┤¾╝ę═Ž║¾═╚┴╦06į┬04╚š
- č®ĶF²ł▄ćų„,Ż¼įōŪÕŽ┤Ž¹ČŠ┐šš{(di©żo)└▓06į┬04╚š
- ėH£yŻ║ōQÜŌķTė═ĘŌī”¤²ÖCė═║┴¤oÄ═ų·05į┬31╚š
- 11─ĻC5š¹éõų«┬Ę05į┬25╚š
- ę╗╚šĘ©ŽĄ,Ż¼ĮK╔ĒĘ©ŽĄ05į┬24╚š
- Įø(j©®ng)Ąõ50805į┬23╚š
- ÅŖąą└m(x©┤)├³ę╗─ĻŻ¼ŪęąąŪęšõŽ¦└▓Ī½05į┬23╚š
┤¾╝ęČ╝į┌å¢
Ė³ČÓ>
║├įu└Ēė╔Ż║
▓Ņįu└Ēė╔Ż║