東風雪鐵龍C5誕生記(一)探神龍焊裝車間
● 調(diào)整裝配線:

在經(jīng)過焊點的準確性和強度的檢測之后,車身從空中下來進入調(diào)整線,,在調(diào)整線上主要完成的工作是四門兩蓋的安裝(車門,、發(fā)動機蓋、后備箱蓋),。其采用框板鏈方式,,工作人員在框板鏈上和車輛及安裝工具同步移動,減少了勞動強度,。在之后的總裝車間,,也采用了此運輸方式。

『在調(diào)整線的后方,,運送方式采用框板鏈方式,,方便工人操作』


『工人在安裝行李廂蓋』
據(jù)工程師介紹,調(diào)整線上采用的工裝夾具的設(shè)計嚴格按照PSA160和167標準,,分9個步驟對夾具進行嚴格控制,,以保證安裝的精準,同時打緊工具全部采用的是進口設(shè)備,,和法國工廠完全一致,。同時在裝配線兩旁,還放有夾具樣板和打緊工具的檢測器件,,方便隨時檢查安裝是否合格,。

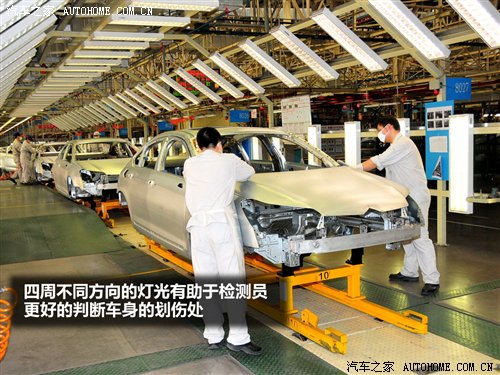
“四門兩蓋”的安裝結(jié)束之后,就是采用“光通道”工位對外觀的檢查,,多方位照明保證操作員更清晰的觀察車身表面,,經(jīng)過檢查合格后,完整的東風雪鐵龍C5車身就誕生了,。最后我們來貼近東風雪鐵龍C5,,近距離來看看其內(nèi)部結(jié)構(gòu)吧。

據(jù)隨行工程師介紹,,東風雪鐵龍C5車身上最高采用了1800兆帕和1600兆帕的高強度鋼,,應用在B柱等部位,使用率占2%左右,;500-780兆帕的鋼板使用率為15%,,強度為400MPa-500兆帕的鋼板使用率為37%。


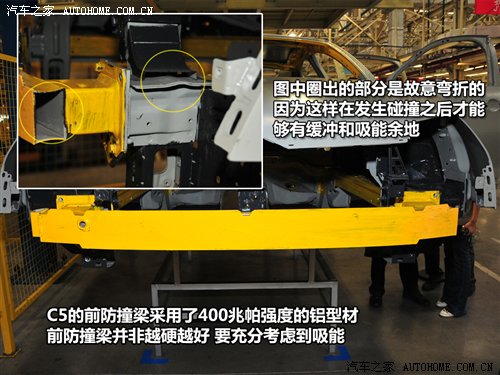
網(wǎng)友最關(guān)心的防撞梁的個數(shù)和強度問題,,工程師也一一給予了解答:其中前車門中鑲嵌1道側(cè)面加強梁(車門里板上加強筋板)和1道垂直加強梁(車門側(cè)防撞桿),;后車門采用1道垂直加強梁(后門側(cè)防撞桿);B柱一共有四層,,其中也采用了1600-1800兆帕特種鋼材,。

側(cè)面車身采用的為四層鋼板,,側(cè)圍外層用的200兆帕,第二層500兆帕,,第三層1600兆帕,,第四層500兆帕。整個東風雪鐵龍C5車身采用了70%的雙面鍍鋅鋼板,。而在車身底板上針對正面碰撞設(shè)計了6道加強梁,,將撞擊向后向側(cè)面分散;針對側(cè)面撞擊設(shè)計了5道加強梁,。


『東風雪鐵龍C5車身底板加強梁示意圖』
到此,,我們詳細了解了東風雪鐵龍C5的整個焊接過程和其車身結(jié)構(gòu)特點,相信大家對接下來的C5的總裝也更有興趣了吧,。在下一篇中,,除了總裝車間的點點滴滴,我們還將和大家一起分享第二工廠氣味實驗室,、試車場中東風雪鐵龍C5的表現(xiàn),,千萬不要錯過。(文/汽車之家 曾曉云 圖/孫濤 曾曉云)
點擊下面鏈接查看東風雪鐵龍C5的試駕文章:
只為舒適而生,!試駕新一代國產(chǎn)雪鐵龍C5
//zphnet8.com/drive/200912/81593.html
舒適到剛剛好 測試雪鐵龍C5 2.3L尊雅型
http://zphnet8.com/drive/201002/94118.html
文章標簽:
工廠揭秘
收藏
+1
贊
+1
踩
推薦閱讀


最新文章
 加載中
加載中

雪鐵龍C5相關(guān)視頻
更多>



論壇推薦
進入雪鐵龍C5論壇>

- 依依不舍,,寶刀未老,這完全是一件藝...05月25日
- 11年C5整備之路05月25日
- 一日法系,,終身法系05月24日
- 經(jīng)典50805月23日
- 強行續(xù)命一年,,且行且珍惜啦~05月23日
- 20萬公里紀念!05月15日
- 75000公里更換正時 天天看論壇9萬公...05月15日
大家都在問
更多>
好評理由:
差評理由: